Fogaslécek érintés nélküli mérése
A mérési ciklusidők optimalizálása a hp-o hybrid optikai szenzor segítségével
Kapcsolat

A fogaslécek a forgómozgás egyenes vonalú mozgássá való átalakítására szolgáló alkatrészek. Jellemző alkalmazási területük az autók és teherautók kormányműveiben lévő fogaslécek, illetve szerszámgépek meghajtása, szállítórendszerek, stb. A nagyteljesítményű kormánymű-alkatrészek, mint például a fogaslécek, sorozatgyártása gyors és pontos méréstechnikai megoldást igényel a gyártási folyamat megbízható irányításához.
A gyártástechnológiai fejlesztések voltak a fenti alkalmazással kapcsolatos méréstechnikai fejlesztések mozgatórugói. A nagypontosságú koordináta-mérőgépek és változtatható nagysebességű szkennelési (VHSS) technológiák ötvözése a méréstechnikai célszoftverekkel akár 75%-os ciklusidő-csökkentést tett lehetővé a gyártók számára.
A fogasléceket a DIN / ASME szabvány 1 és 12 közötti skálán osztályozza. Az 1-es minőségű fogasléceket köszörüléssel készítik, és csúcsminőségű alkalmazásokban használják, mint például a szerszámgépek meghajtásai, ahol a holtjáték nélküli pontos pozicionálás elengedhetetlen. Az 12-es minőségű fogasléceket marással készítik, és alsó kategóriás alkalmazásokban használják, mint például felvonóknál, ahol a pontosság kevésbé fontos.
A fogaslécek geometriájának meghatározásához három fő jellemzőt kell figyelembe venni: a fogprofilt (egyenes vagy íves), az élprofilt (egyenes), valamint a fogosztást. A fogaslécek hagyományos mérése négy fog szkennelésének (tengely- és sugárirányban) kombinációjával határozza meg a profilt és az élt, és központosítással vagy a fogárkokban lévő egyedi pontok felvételével határozza meg a fogosztást és az alkatrész viszonyítási pontjaihoz képesti eltéréseket. A ciklusidő úgy oszlik meg, hogy a négy fogszkennelés 20%, míg a fogosztás-pontok felvétele 80% időt vesz igénybe.
A fogaslécek érintéses vizsgálata a hagyományos fogaskerék-ellenőrzési méréstechnikán alapuló, kiforrott technológia. Az ellenőrzési idők lényegesen hosszabbak, mint a ciklusidő, így az érintéses vizsgálat csak mintadarabok ellenőrzésére megoldást, sorozatgyártásnál azonban nem alkalmazható.
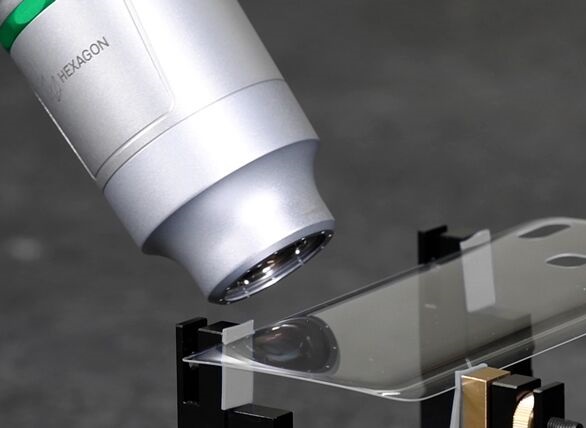
A HP-O Hybrid optikai szenzor lehetővé teszi a fogaslécgyártóknak, hogy az alkalmazáshoz legmegfelelőbb technológiát válasszák. Az optikai szenzorok gyorsaságot és pontosságot kínálnak, míg az érintő szenzorok hozzáférnek a legrejtettebb alakzatokhoz is. A fog- és élprofilok például VHSS üzemmódban felvehetők az érintő szenzorral, viszont az érintéses méréstechnika nagyon időigényes és kevésbé részletes a fogosztási pontok felvételénél, ahol az optikai szenzor az ideális választás.
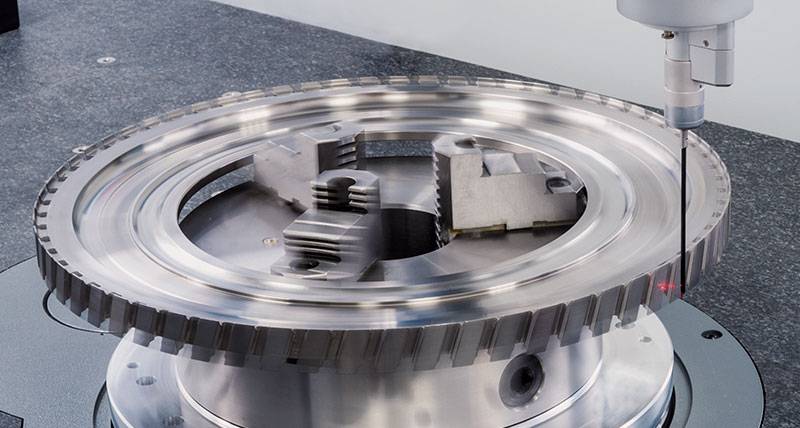
A HP-O Hybrid szenzor azonnali átváltást biztosít az érintéses és az optikai mérés között a mérőprogramon belül. A 0,003 mikron felbontású, és Ø 0,011 mm pontméretű interferométeres távolságszenzor fényes felületek mérésére is alkalmas, és érzéketlen a környezeti fényviszonyok változásaira, így optimális nagy sűrűségű adatok felvételére termelési környezetben.
Az optikai szenzor a tengelyirányú profil felvételére szolgál, melynek során egy tengely mentén mozog a fogasléc teljes hossza mentén. A rendszer a fogosztáspontokat a szkennelt képből nyeri ki. Az érintő szenzorok másodpercenkénti egy pontos sebességével összehasonlítva, az optikai rendszer másodpercenként akár 1000 pont felvételére is alkalmas, ami kiküszöböli a fogosztás-mérést, a folyamat időigényes elemét.
A HP-O Hybrid szenzor lehetőségeinek teljes kihasználásához megfelelő pontosságú és dinamikájú koordináta-mérőgép szükséges. Az optikai szenzor egypontos, vagy folyamatos szkennelési üzemmódban is használható. Az érintéses megoldással ellentétben, csak a szenzor fókusztartományán belüli felületi pontok kerülnek felvételre. Az alkatrészek jellemzői gyorsan programozhatók és vehetők fel, ami a lehető legrövidebbre csökkenti a ciklusidőt.
Egy Leitz Reference HP koordináta-mérőgép, egy HP-O Hybrid szenzor és a VHSS technológiák ötvözése a QUINDOS mérőszoftverrel kikövezi az utat egy sokkal pontosabb technológia irányába, amely lépést tud tartani a termeléssel, többpozíciós befogókészülékkel, palettaadagolókkal és automatizált rendszerekkel kombinálva.
A gyártástechnológiai fejlesztések voltak a fenti alkalmazással kapcsolatos méréstechnikai fejlesztések mozgatórugói. A nagypontosságú koordináta-mérőgépek és változtatható nagysebességű szkennelési (VHSS) technológiák ötvözése a méréstechnikai célszoftverekkel akár 75%-os ciklusidő-csökkentést tett lehetővé a gyártók számára.
A fogasléceket a DIN / ASME szabvány 1 és 12 közötti skálán osztályozza. Az 1-es minőségű fogasléceket köszörüléssel készítik, és csúcsminőségű alkalmazásokban használják, mint például a szerszámgépek meghajtásai, ahol a holtjáték nélküli pontos pozicionálás elengedhetetlen. Az 12-es minőségű fogasléceket marással készítik, és alsó kategóriás alkalmazásokban használják, mint például felvonóknál, ahol a pontosság kevésbé fontos.
A fogaslécek geometriájának meghatározásához három fő jellemzőt kell figyelembe venni: a fogprofilt (egyenes vagy íves), az élprofilt (egyenes), valamint a fogosztást. A fogaslécek hagyományos mérése négy fog szkennelésének (tengely- és sugárirányban) kombinációjával határozza meg a profilt és az élt, és központosítással vagy a fogárkokban lévő egyedi pontok felvételével határozza meg a fogosztást és az alkatrész viszonyítási pontjaihoz képesti eltéréseket. A ciklusidő úgy oszlik meg, hogy a négy fogszkennelés 20%, míg a fogosztás-pontok felvétele 80% időt vesz igénybe.
A fogaslécek érintéses vizsgálata a hagyományos fogaskerék-ellenőrzési méréstechnikán alapuló, kiforrott technológia. Az ellenőrzési idők lényegesen hosszabbak, mint a ciklusidő, így az érintéses vizsgálat csak mintadarabok ellenőrzésére megoldást, sorozatgyártásnál azonban nem alkalmazható.
Rugalmas megoldás
A HP-O Hybrid optikai szenzor lehetővé teszi a fogaslécgyártóknak, hogy az alkalmazáshoz legmegfelelőbb technológiát válasszák. Az optikai szenzorok gyorsaságot és pontosságot kínálnak, míg az érintő szenzorok hozzáférnek a legrejtettebb alakzatokhoz is. A fog- és élprofilok például VHSS üzemmódban felvehetők az érintő szenzorral, viszont az érintéses méréstechnika nagyon időigényes és kevésbé részletes a fogosztási pontok felvételénél, ahol az optikai szenzor az ideális választás.
A HP-O Hybrid szenzor azonnali átváltást biztosít az érintéses és az optikai mérés között a mérőprogramon belül. A 0,003 mikron felbontású, és Ø 0,011 mm pontméretű interferométeres távolságszenzor fényes felületek mérésére is alkalmas, és érzéketlen a környezeti fényviszonyok változásaira, így optimális nagy sűrűségű adatok felvételére termelési környezetben.
Az optikai szenzor a tengelyirányú profil felvételére szolgál, melynek során egy tengely mentén mozog a fogasléc teljes hossza mentén. A rendszer a fogosztáspontokat a szkennelt képből nyeri ki. Az érintő szenzorok másodpercenkénti egy pontos sebességével összehasonlítva, az optikai rendszer másodpercenként akár 1000 pont felvételére is alkalmas, ami kiküszöböli a fogosztás-mérést, a folyamat időigényes elemét.
A HP-O Hybrid szenzor lehetőségeinek teljes kihasználásához megfelelő pontosságú és dinamikájú koordináta-mérőgép szükséges. Az optikai szenzor egypontos, vagy folyamatos szkennelési üzemmódban is használható. Az érintéses megoldással ellentétben, csak a szenzor fókusztartományán belüli felületi pontok kerülnek felvételre. Az alkatrészek jellemzői gyorsan programozhatók és vehetők fel, ami a lehető legrövidebbre csökkenti a ciklusidőt.
Egy Leitz Reference HP koordináta-mérőgép, egy HP-O Hybrid szenzor és a VHSS technológiák ötvözése a QUINDOS mérőszoftverrel kikövezi az utat egy sokkal pontosabb technológia irányába, amely lépést tud tartani a termeléssel, többpozíciós befogókészülékkel, palettaadagolókkal és automatizált rendszerekkel kombinálva.