Contactloze meting van tandwielrekken
De duur van meetcycli optimaliseren met de HP-O Hybrid optische taster
Contact opnemen

Een tandwielrek is onderdeel van een assemblage waarmee een rotatiebeweging wordt omgezet in een lineaire beweging. Tot gebruikelijke toepassingen behoren stuurkolommen in auto’s en vrachtwagens, evenals machineaandrijvingen, transportsystemen enz. De seriële productie van hoogwaardige stuurcomponenten zoals tandwielrekken vereist een snelle en nauwkeurige metrologieoplossing om het productieproces op een betrouwbare manier te beheersen.
Ontwikkelingen in de productietechnologie zijn de drijvende kracht geweest voor ontwikkelingen in metrologie specifiek voor deze toepassing. Door een uiterst nauwkeurige coördinatenmeetmachine (CMM), interferometrische technologie en variabele hogesnelheid-scantechnologie (VHSS) te combineren met speciale metrologiesoftware, kunnen fabrikanten de cyclustijd met 75% reduceren.
Rekken worden als DIN/ASME-norm geclassificeerd op een schaal van 1 tot 12. Een rek van kwaliteit 1 wordt geproduceerd door middel van slijpen en gebruikt in topend toepassingen, zoals machineaandrijvingen waarbij nauwkeurige positionering zonder afwijkingen belangrijk is. Een rek van kwaliteit 12 wordt geproduceerd door middel van frezen en gebruikt in low-end toepassingen, zoals hefapparatuur, waarbij nauwkeurigheid minder belangrijk is.
Om de geometrie van een rek te bepalen, moeten drie hoofdeigenschappen worden gemeten: het tandprofiel (recht of gekromd), zijprofiel (recht) en de steek van de tanden. Conventionele metingen aan rekken bestaan uit een combinatie van het scannen van vier tanden (axiaal en radiaal) om het profiel en de zijkant te bepalen, en ofwel te centreren of individuele punten in de tussenruimte van tanden te meten om de steek en uitloop naar de reductievlakken van de componenten te bepalen. De verdeling van de cyclustijd is 20% voor de vier scans van de tanden en 80% voor de steekpunten.
Tactiele inspectie van rekken is een volwassen technologie, gebaseerd op conventionele tandwiel-testmethoden. De inspectie duurt aanzienlijk langer dan de cyclus, dus is tactiele inspectie een prima oplossing voor de inspectie van afzonderlijke componenten, maar niet voor productiecontrole.
De HP-O Hybrid optische taster biedt fabrikanten van tandwielrekken de mogelijkheid om de technologie te kiezen die het best aansluit bij de toepassing. Optische tasters bieden snelheid en nauwkeurigheid, terwijl tactiele tasters lastig bereikbare plaatsen kunnen meten. De tand- en zijprofielen worden bijvoorbeeld gemeten met de tactiele taster in VHSS-modus, omdat tactiele metrologie zeer tijdrovend en minder gedetailleerd is bij het meten van steekpunten, waardoor de optische taster de perfecte keuze is.
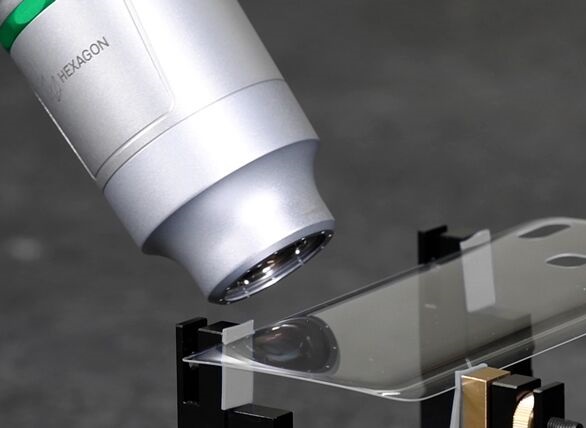
De HP-O Hybrid schakelt binnen het meetprogramma direct tussen tactiele en optische metingen. Met een interferometrische afstandstaster met een resolutie van 0,003 micron en een puntdiameter van 0,011 mm kan het systeem glanzende oppervlakken meten en is het niet gevoelig voor omgevingslicht, wat optimaal is voor het meten van data met hoge dichtheid in een productieomgeving.
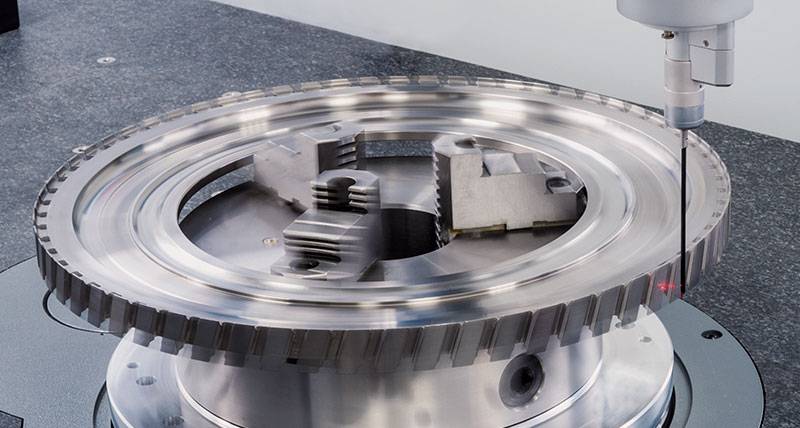
De optische taster wordt gebruikt om het axiale profiel te meten tijdens één asbeweging langs de volledige lengte van het rek. De steekpunten worden uit de scan opgehaald. In vergelijking met de één punt per seconde met een tactiele taster, kunnen optisch tot wel 1000 punten per seconden worden gemeten, waardoor de steekmeting, het tijdrovende deel van het proces, wordt geëlimineerd.
Om het potentieel van de HP-O Hybrid-taster optimaal te benutten, is een CMM met bijbehorende nauwkeurigheid en dynamiek vereist. De optische taster kan in de eenpuntsmodus of continue scanmodus worden gebruikt. In tegenstelling tot de tactiele oplossing worden alleen de oppervlakpunten binnen het focusbereik van de taster gemeten. Componenteigenschappen kunnen snel worden geprogrammeerd en gemeten, waardoor de cyclustijd wordt geminimaliseerd.
De combinatie van Leitz Reference HP CMM, een HP-O Hybride taster en VHSS-technologieën met QUINDOS metrologiesoftware verlegt de grens naar nauwkeurigere metrologie, die de productie kan bijhouden wanneer deze in samenwerking met bevestigingsvoorzieningen op meerdere posities, pallet-laders en automatiseringssystemen wordt gebruikt.
Ontwikkelingen in de productietechnologie zijn de drijvende kracht geweest voor ontwikkelingen in metrologie specifiek voor deze toepassing. Door een uiterst nauwkeurige coördinatenmeetmachine (CMM), interferometrische technologie en variabele hogesnelheid-scantechnologie (VHSS) te combineren met speciale metrologiesoftware, kunnen fabrikanten de cyclustijd met 75% reduceren.
Rekken worden als DIN/ASME-norm geclassificeerd op een schaal van 1 tot 12. Een rek van kwaliteit 1 wordt geproduceerd door middel van slijpen en gebruikt in topend toepassingen, zoals machineaandrijvingen waarbij nauwkeurige positionering zonder afwijkingen belangrijk is. Een rek van kwaliteit 12 wordt geproduceerd door middel van frezen en gebruikt in low-end toepassingen, zoals hefapparatuur, waarbij nauwkeurigheid minder belangrijk is.
Om de geometrie van een rek te bepalen, moeten drie hoofdeigenschappen worden gemeten: het tandprofiel (recht of gekromd), zijprofiel (recht) en de steek van de tanden. Conventionele metingen aan rekken bestaan uit een combinatie van het scannen van vier tanden (axiaal en radiaal) om het profiel en de zijkant te bepalen, en ofwel te centreren of individuele punten in de tussenruimte van tanden te meten om de steek en uitloop naar de reductievlakken van de componenten te bepalen. De verdeling van de cyclustijd is 20% voor de vier scans van de tanden en 80% voor de steekpunten.
Tactiele inspectie van rekken is een volwassen technologie, gebaseerd op conventionele tandwiel-testmethoden. De inspectie duurt aanzienlijk langer dan de cyclus, dus is tactiele inspectie een prima oplossing voor de inspectie van afzonderlijke componenten, maar niet voor productiecontrole.
Een flexibele oplossing
De HP-O Hybrid optische taster biedt fabrikanten van tandwielrekken de mogelijkheid om de technologie te kiezen die het best aansluit bij de toepassing. Optische tasters bieden snelheid en nauwkeurigheid, terwijl tactiele tasters lastig bereikbare plaatsen kunnen meten. De tand- en zijprofielen worden bijvoorbeeld gemeten met de tactiele taster in VHSS-modus, omdat tactiele metrologie zeer tijdrovend en minder gedetailleerd is bij het meten van steekpunten, waardoor de optische taster de perfecte keuze is.
De HP-O Hybrid schakelt binnen het meetprogramma direct tussen tactiele en optische metingen. Met een interferometrische afstandstaster met een resolutie van 0,003 micron en een puntdiameter van 0,011 mm kan het systeem glanzende oppervlakken meten en is het niet gevoelig voor omgevingslicht, wat optimaal is voor het meten van data met hoge dichtheid in een productieomgeving.
De optische taster wordt gebruikt om het axiale profiel te meten tijdens één asbeweging langs de volledige lengte van het rek. De steekpunten worden uit de scan opgehaald. In vergelijking met de één punt per seconde met een tactiele taster, kunnen optisch tot wel 1000 punten per seconden worden gemeten, waardoor de steekmeting, het tijdrovende deel van het proces, wordt geëlimineerd.
Om het potentieel van de HP-O Hybrid-taster optimaal te benutten, is een CMM met bijbehorende nauwkeurigheid en dynamiek vereist. De optische taster kan in de eenpuntsmodus of continue scanmodus worden gebruikt. In tegenstelling tot de tactiele oplossing worden alleen de oppervlakpunten binnen het focusbereik van de taster gemeten. Componenteigenschappen kunnen snel worden geprogrammeerd en gemeten, waardoor de cyclustijd wordt geminimaliseerd.
De combinatie van Leitz Reference HP CMM, een HP-O Hybride taster en VHSS-technologieën met QUINDOS metrologiesoftware verlegt de grens naar nauwkeurigere metrologie, die de productie kan bijhouden wanneer deze in samenwerking met bevestigingsvoorzieningen op meerdere posities, pallet-laders en automatiseringssystemen wordt gebruikt.