Modern CMM Tasarım Konseptleri
Tarihsel olarak, CMM ölçüm doğruluğundaki gelişmelerini neredeyse tamamen CMM donanımının mekanik doğruluğu ve çalışma ortamının termal stabilitesini koruma kapasitesi tetikliyordu.
Bize ulaşın
Koordinat Ölçüm Cihazları (CMM'ler) üretilen parçaların hassas boyutsal denetimini gerektiren hemen hemen her sektörde kullanılmaktadır. Günümüzün rekabetçi ortamında, üreticiler doğru, güvenilir, hızlı, ekonomik olan ve çalışma ortamına göre maksimum esneklik sunan CMM'ler talep etmektedir.
Genellikle birbiriyle çatışan bu gereksinimleri karşılamak ve müşterilerine sundukları ürünlerde maksimum değer sunmak için, CMM üreticileri bilgiye dayalı tasarım kararları ile akıllı malzeme seçimleri yapmalı ve özgün teknikler kullanmalıdır.
Global CMM
Nihai sonuç; yüksek düzeyde doğruluğa sahip, parçaları hızlı bir şekilde ölçen ve ortamdan nispeten az etkilenen, uygun fiyatlı bir makine olmalıdır. Bu hedefe ulaşmanın anahtarı, makinenin içsel hatasının dikkatli bir şekilde yönetilmesidir.
Tarihsel olarak, CMM ölçüm doğruluğundaki gelişmelerin neredeyse tümünü CMM donanımının mekanik doğruluğu ve çalışma ortamının termal stabilitesini koruma kapasitesi tetikliyordu. Dolayısıyla, sektörün erken dönemlerinde, azalan parça toleranslarını desteklemek için gerekli sürekli artan ölçüm doğruluklarını elde etmek için, CMM parçalarının daha da yüksek doğrulukla üretilmesi gerekiyordu: makine şasileri daha sert yapılıyor, kılavuz yolları daha düz hale getiriliyor, sürüş yolları daha pürüzsüzleştiriliyor ve ölçekler daha doğru üretiliyordu vb.
Aynı zamanda, termal kaynaklı ölçüm hatalarının etkilerini azaltmak için, çalışma ortamının daha da sıkı bir şekilde kontrol edilmesi gerekiyordu. Bu tasarım yönlendirmesinin etkisi, fiziksel bileşenlere eklenen değerin sürekli artması nedeniyle, müşteriye olan maliyetin artmasıydı. Hem maliyet açısından hem de mekanik ve termal doğruluk için giderek daha katı hale gelen özellikler nedeniyle azalan verimler açısından bu gidişatın böyle devam edemeyeceği açıktır - hiçbir hata barındırmayan bir yapı ortaya koymak imkansızdır; bazı içsel yapısal hatalar daima olacaktır. Doğru, güvenilir, hızlı ve ekonomik CMM'lere yönelik artan talebi karşılamak ve bir yandan da çalışma ortamına göre esneklik sağlamak için ihtiyaç duyulan şey, yaklaşımı değiştirecek bir ilerlemeydi.
Yazılım bazlı ölçüm hatası kompanzasyon tekniklerinin geçmiş on yıllarda ortaya çıkması ve sürekli iyileştirilmesi, CMM üreticilerinin bu eğilimi kırmasını ve müşteri taleplerini etkin bir şekilde karşılamasını sağlamıştır. Bununla birlikte, yazılım bazlı ölçüm hatası kompanzasyonu, tasarım sorunları için her derde deva olmadığı gibi CMM üreticilerinin özensiz tasarım ilkeleri uygulamasına, uygunsuz malzeme seçimleri yapmasına veya üretim kalitesinden ödün vermesine de imkan tanımaz.
En temel düzeyde, bir CMM, uzayda veri noktalarının konumunu tanımlayan bir koordinat sistemi sunar. Bu koordinat sistemi, lineer ölçekler kullanılarak CMM'nin mekanik yapısında fiziksel olarak gerçekleştirilir. Ölçülen parça üzerindeki ölçüm noktalarının konumunu tespit etmek için, lineer ölçeklerle birlikte bazı problama sistemleri kullanılmaktadır. "Mekanik olarak mükemmel" yapıya sahip bir teorik CMM durumunda, X, Y ve Z ölçeği okumaları, parça üzerindeki prob ucunun gerçek konumuna mükemmel bir şekilde uyacaktır. Gerçekte, "mekanik olarak mükemmel" bir CMM mevcut olmadığı için, birçok hata kaynağı ölçek okumasıyla gerçek prob konumu arasında küçük bir hata oluşmasına katkıda bulunur. Bu, ölçüm hatası olarak tanımlanır.
Her CMM yapısında mevcut olan içsel hataların nasıl kompanse edileceği konsepti, yazılım hatası kompansasyonu ile çözülmüştür; bu, bir CMM'nin öngörülebilir ölçüm hatası kaynaklarını anlayabilir ve matematiksel olarak karakterize edebilirsek, CMM kontrol yazılımının ölçümleri otomatik olarak düzeltebileceği fikrine dayanmaktadır. Bu bağlamda, yazılım hata kompanzasyonu sadece, CMM ölçeklerinden rapor edilen, prob ucu pozisyonundaki sistematik hatalar için, bir CMM ölçek okumalarını düzeltme yöntemidir.
Bu özellik CMM'lerde ilk olarak yıllar önce kullanıma girmişti. Zamanla, bu kompanzasyon teknikleri giderek artan düzeyde sofistikeleşmiş, hem statik geometrik hataları hem de her tür dinamik ve termal kaynaklı geometrik hataları kapsar hale gelmiştir. Statik geometrik hataları, kılavuz yolların ve ölçek sistemlerin şekillerinde bulunan ve makine hareket etmediğinde prob ucunun ölçülen konumunda hatalara neden olan mikroskopik kusurlardan kaynaklanmaktadır. Termal hatalar, sıcaklık değişiminden kaynaklı olarak makinenin geometrisinde oluşan değişikliklerdir. En basit haliyle, termal hata düzeltme, termal genişlemeden ve daralmadan kaynaklı olarak ölçeklerin lineer düzeltmesinden oluşurken, termal kaynaklı nonlineer yapı değişiklikleri için daha gelişmiş kompanzasyon yöntemleri kullanılır.
Yalnızca bilinen, iyi karakterize edilmiş sistematik hataları düzeltmek mümkün olduğundan, yazılım hata kompanzasyonunun başarılı bir şekilde uygulanması için önemli bir ön koşul, "iyi huylu", tekrarlanabilir bir CMM'dir. Bir başka ifadeyle; sağlam tasarım ilkelerine dayanan, kaliteli bileşenler kullanılarak ve bir makinenin mümkün olan en yüksek mekanik yapım kalitesinde montajına yönelik eğitim almış becerikli teknisyenler tarafından üretilmiş bir CMM'dir.
Ana CMM yapısal tasarım parametreleri, hareketli kütle ağırlığı ve fiziksel yapının statik, dinamik ve termal özelliklerini içerir. Yapının hareketli parçasında hafif ağırlığa sahip bileşenlerin kullanılması, makinenin hareketi sırasında onları ivmelendirmek için gerekli kuvvetleri azaltır, bunun sonucunda daha düşük güce sahip ve daha soğuk motorlar kullanılabilir ve aynı zamanda eylemsizlikten kaynaklı daha az şasi distorsiyonu oluşur.
Tasarımla ilgili zorluk, sertlik ile ağırlık arasında iyi bir uzlaşma noktası bulmaktır. Bu nedenle, termal stabilite ve dinamik özellikler gibi diğer gereklilikleri etkilediğinden malzeme seçimi özellikle kritiktir. Bu açıdan alüminyum özellikle çekicidir. Granite benzeyen bir özgül ağırlığı olsa da, modern ekstrüzyon işlemleri, malzemenin, özellikle sertlik üzerinde en çok etkide bulunacağı konuma koyulduğu, büyük yapısal alüminyum elemanların üretilmesini sağlar. Doğal büküm eksenine daha uzak bulunan malzemeden yapılmış göreli ince duvarlı yapılar, daha az ağırlıkla en yüksek yapısal sertliği sağlar. Şasi distorsiyonunu en aza indirmek için, yapı içindeki termal gradyenlerin birikmesinin en aza indirilmesi önemlidir.
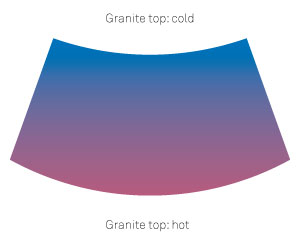
Granitin düşük termal iletkenlik katsayısı, düşük ısı iletimine neden olur ve bu da, kalın granit levhalarında büyük termal gradyenlerin oluşmasına neden olabilir. Şekilde görüldüğü gibi (net görülmesi için abartılmıştır), zıt yüzeyler farklı düzeylerde genişlediği veya daraldığı için bu, granitin bükülmesine neden olur. Öte yandan alüminyum, çok daha yüksek termal iletkenlik katsayısı sayesinde ısıyı hızla iletir ve dolayısıyla termal kaynaklı geometrik distorsiyonları önler.
Bu tasarım konseptleri gerçek bir CMM tasarımında nasıl ortaya çıkar? Hexagon Manufacturing Intelligence tarafından üretilen, bir hareketli bir köprü ve hava yataklı CMM olan Brown & Sharpe Global CMM, modern CMM tasarım ilkelerinin iyi bilinen bir örneğidir. Global için, ana tasarım etkenleri doğruluk, verimlilik ve çevresel esneklik olmuştur. Hareketli köprünün üzerinde hareket ettiği CMM'in sabit tabanı için granit kullanılmıştır.
Zayıf termal özelliklerine rağmen, yüksek sağlamlığa sahip granit, yine de yüksek kaliteli düz çalışma yüzeyleri için mükemmel bir seçenektir. Granit işleme süreçlerindeki gelişmeler, hava yatakları için entegre kılavuz yolları olan, tek parçalı bir granit tabanın üretilmesine olanak sağlamaktadır. Buna ek olarak, Global granit taban ağırdır ve pasif elastomerik yalıtım yastıklarıyla birlikte kullanıldığında, bu özellik makineyi, doğruluk ve tekrarlanabilirlik üzerinde olumsuz etkileri olan çevresel titreşimlerden yalıtmaya yarar.
Tricision
Termal bakış açısından, granit tercihi daha az uygundur, çünkü büyük granit taban, kurulum ortamındaki sıcaklık değişikliklerinden kaynaklı termal bükülmeye daha açıktır. Ancak bu termal bükülme çok öngörülebilir niteliktedir ve yazılım hata kompanzasyonu için çok uygundur. CMM yapısındaki termal kaynaklı granit bükülmesinden kaynaklanan geometrik hataların bu bükülme asimetrik olduğunda bile düzeltilmesi için, granit tabanın üstünde ve altında yer alan çoklu sıcaklık sensörleri kullanılır. Bu kompanzasyon yönteminin çok etkin olduğu pratikte kanıtlanmıştır.
Alüminyum ve çelik birbirinden farklı termal genişleme özelliklerine sahiptir ve malzemeler arasındaki arayüzün tasarımı doğru yapılmadığı takdirde bu durum sorunlara neden olabilir. Farklı termal genişleme özelliklerine sahip iki malzeme sıkı sıkıya birleştirilirse, öngörülmesi zor şekillerde yamulma eğilimi gösterirler. Global tasarımı bu sorunu, alüminyum yapılara çelik cetvellerin uygulandığı yöntemle çözer; cetveller makine yapısına bir ucundan sabitlenir ve diğer ucun, alüminyum yapıdan bağımsız olarak, ölçeğin uzunluğu boyunca genişleyip daralmasına izin verilir. Böylece iki malzemenin birbirinden bağımsız bir şekilde, iyi huylu ve öngörülebilir bir şekilde genişleyip daralmasına izin verilir ve çelik ölçeklerin iyi huylu lineer genişlemesinden kaynaklı hata kolaylıkla düzeltilebilir. Statik tabanın aksine, Global'in hareketli köprü yapısı tamamen alüminyum ekstrüzyonlardan ve dökümden yapılmıştır. Bildiğimiz gibi, alüminyum CMM tasarımı açısından çok iyi termal özelliklere sahiptir. Ancak, CMM ölçüm hacmi içindeki probun pozisyonunu nihai olarak belirleyen ölçekler, çelikten üretilmiştir.
Global'in X ışını ve Z rayı alüminyum ekstrüzyonlardır ve ayaklar ve XZ arabası alüminyum dökümdür. Daha önce konuştuğumuz gibi, statik taban için granit iyi bir çözümdür, ancak hareketli yapılar için ideal değildir. Tabanda termal granit bükülmesini kompanse etmek, yani istenen çalışma yüzeyi özelliklerinden yararlanmak tasarım açısından mantıklı olsa da, olumsuz yönü hareketli yapıda ortaya çıkmaktadır. Hareketli köprü yapıları için alüminyum sertlik, düşük ağırlık ve termal stabilite sunar ve bunlar Global CMM'nın doğru ve hızlı olmanın yanı sıra, termal çevreden göreli olarak az etkilenmesini sağlayan bazı kilit unsurlardır.
Global CMM'ler, yüksek doğruluk ve çevresel esneklik elde etmek için hem statik geometrik hem de termal hata kompanzasyon teknikleri kullanır. Statik geometrik hataları kompanse etme yöntemi dört ana adımdan oluşur:
- Her bir münferit Global CMM'de hataların ölçümü (veri toplama)
- Düzeltme değerlerinin hesaplanması ve bir tabloda depolanması (hata haritası)
- CMM çalışması sırasında kontrol yazılımı tarafından hata düzeltmesinin uygulanması
- CMM performansının doğrulanması
Bunun aksine termal hatalar hem termal ortamın, hem de makinenin termal yanıtının bir fonksiyonudur. Makine sıcaklık açısından sıkı bir şekilde kontrol edilen bir ortamda yer almadığı takdirde, bu hatalar sürekli değişir. Termal hataların prob ucunun konumu üzerindeki etkisini hesaplayabilmek için, makinenin termal davranışını karakterize eden bir sıcaklık modeline ve termal ortamı karakterize eden giriş değerlerine ihtiyacımız bulunmaktadır. Giriş değerleri, makine üzerindeki çeşitli konumlarda sıcaklık sensörleri tarafından ölçülen makine yüzey sıcaklıklarıdır.
Bazı modeller daha çok sensör kullansa da Global modelleri yapıya dağılmış bir şekilde on bir adet sıcaklık sensörü kullanmaktadır: ölçeklerin lineer genleşmesi ve daralmasını kompanse etmek için eksen başına iki sensör, granitin bükülmesini kompanse etmek için granit üzerinde dört sensör (iki adet üstte, iki adet altta) ve bir adet de ölçülen parça üzerinde.
Özetle, modern CMM tasarımı doğruluk, verimlilik ve çevresel esneklik gibi önemli parametreler arasında ödün vermeyi içerir. Günümüzün CMM tasarımcıları, uygun malzemenin seçilmesini ve uygulanmasını içeren akıllı tasarım kararları vererek ve yazılım hata kompanzasyonundan tam olarak yararlanarak, gerçek dünyaya yönelik metroloji çözümleri sunmak için CMM tasarım parametrelerini dengeleyebilir.
Eric Bennett, Hexagon Manufacturing Intelligence'ın Quonset Point, Rhode Island merkezinde köprülü tip koordinat ölçüm chazlarının pazarlanmasından sorumlu Ürün Müdürüdür. Bennett, koordinat metroloji alanında on yıldan uzun bir deneyime sahiptir ve Fizik alanında lisans derecesine ve hem mühendislik fiziği ve hem de bilgisayar bilimi alanlarında yüksek lisans derecelerine sahiptir.
Wim Weekers Hexagon Manufacturing Intelligence'da Baş Metrolojisttir. Weekers, Hollanda doğumludur ve Eindhoven Teknoloji Üniversitesinden, hassasiyet mühendisliği ve metroloji alanında uzmanlaştığı mühendislik alanında doktora derecesine sahiptir. Wim 1997 yılında ABD'ye taşındı ve o günden beri sektör öncüsü araştırma ve geliştirme faaliyetleri yürüttüğü Hexagon Manufacturing Intelligence için çalışmaya başladı. Ana ilgi alanları CMM doğruluğu, hata kompanzasyonu ve test etme şeklindedir.