Dokument whitepaper: Moderní koncepce konstrukce SMS
Historicky byla vylepšení přesnosti měření SMS téměř vždy podmíněna mechanickou přesností hardwaru SMS a schopností zachovat tepelnou stabilitu provozního prostředí.
Kontakty
Souřadnicové měřicí stroje (SMS)se používají téměř ve všech oborech, které vyžadují přesnou kontrolu rozměrů vyráběných dílů. V dnešním konkurenčním prostředí výrobci požadují, aby byly SMS přesné, spolehlivé, rychlé, ekonomické a poskytovaly maximální flexibilitu z hlediska provozního prostředí.
Aby vyhověli těmto často protichůdným požadavkům a poskytli svým zákazníkům v dodávaných produktech maximální hodnotu, musí výrobci SMS činit informovaná rozhodnutí týkající se konstrukce, inteligentní výběr materiálů a používat průkopnické metody.
SMS Global
Konečným výsledkem by měl být dostupný stroj, který je vysoce přesný, rychle měří díly a je relativně necitlivý vůči okolnímu prostředí. Klíčem k dosažení tohoto cíle je pečlivý výběr vrozené chyby stroje.
Historicky byla vylepšení přesnosti měření SMS téměř vždy podmíněna mechanickou přesností hardwaru SMS a schopností zachovat tepelnou stabilitu provozního prostředí. Tudíž, v začátcích tohoto oboru, když bylo potřeba dosahovat stále vyšší přesnosti vyžadované ke kontrole zmenšujících se tolerancí dílů, bylo nutné vyrábět komponenty SMS ještě přesněji: rámy strojů byly tužší, vodicí drážky rovnější, pojezdy hladší, stupnice přesnější a tak dále.
Současně bylo nutné lépe a lépe regulovat okolní prostředí, aby se snížily dopady chyb měření na základě změn teploty. Dopad tohoto směru konstrukčního vývoje znamenal zvyšující se náklady zákazníků kvůli stále rostoucí hodnotě přidané do fyzických komponent stroje. Bylo zřejmé, že tato cesta nemohla pokračovat donekonečna, jak kvůli nákladům, tak kvůli stále menší návratnosti čím dál přísnějších specifikací pro mechanickou a tepelnou přesnost – je nemožné budovat takovou konstrukci úplně bez chyb; některé vrozené konstrukční chyby vždy přetrvají. Byla zapotřebí nějaká zásadní změna přístupu, která uspokojí rostoucí požadavky na přesné, spolehlivé, rychlé a cenově dostupné SMS, a přitom poskytne také flexibilitu ohledně provozního prostředí.
Zavedení a trvalé zdokonalování softwarových metod kompenzace chyb měření během několika posledních desetiletí umožnily výrobcům SMS tento trend zlomit a efektivně plnit požadavky zákazníků. Nicméně softwarová kompenzace chyb měření není všelék na všechny konstrukční problémy, ani neumožňuje výrobcům SMS používat nedbalé konstrukční principy, nevhodně vybírat materiál nebo nedbat na kvalitu výroby.
Na své nejzákladnější úrovni poskytuje SMS souřadnicový systém, který definuje polohu datových bodů v prostoru. Tento souřadnicový systém je fyzicky realizován v mechanické struktuře SMS pomocí lineárních stupnic. Některé typy měřicího systému se používají spolu s lineárními stupnicemi k identifikaci polohy naměřených bodů na dílu. Když budeme uvažovat teoretický SMS s „mechanicky dokonalou“ konstrukcí, odečty na stupnicích X, Y a Z budou dokonale odpovídat skutečné poloze hrotu sondy na dílu. Ve skutečnosti „mechanicky dokonalý“ SMS neexistuje a řada zdrojů chyb přispívá k malému rozdílu mezi odečtem na stupnici a skutečnou pozicí sondy. Ten se definuje jako chyba měření.
Koncept kompenzace přirozených chyb měření přítomných v konstrukci SMS se řešil pomocí softwarové kompenzace chyb, která je založená na představě, že když pochopíme a matematicky vyjádříme předvídatelné zdroje chyb měření SMS, software řídicí jednotky SMS dokáže měření automaticky opravit. V tomto kontextu je softwarová kompenzace chyb jednoduše metoda korekce odečtů stupnice SMS pro systematické chyby pozice hrotu sondy, hlášené pomocí stupnic SMS.
Tato funkce byla poprvé zakomponována do SMS před několika desetiletími. V průběhu doby se tyto metody kompenzace zdokonalily a zahrnují jednak statické chyby geometrie, a jednak všechny druhy dynamických a tepelně podmíněných chyb geometrie. Statické chyby geometrie jsou chyby způsobené mikroskopickými nedokonalostmi tvaru vodicích drážek a systémů stupnic, které vedou k chybám měření polohy hrotu sondy, když se stroj nepohybuje. Tepelné chyby jsou změny v geometrii stroje způsobené změnami teploty. Ve své nejzákladnější podobě zahrnuje korekce tepelných chyb jednoduchou lineární korekci stupnic kvůli tepelné roztažnosti až po složité metody kompenzace tepelně vyvolaných nelineárních změn v konstrukci.
Protože takto lze korigovat pouze známé, dobře charakterizované systematické chyby, důležitým předpokladem úspěšné aplikace softwarové kompenzace chyb je „dobře vyladěný“, opakovatelný SMS. To jest SMS založený na robustních konstrukčních principech a vyrobený z kvalitních komponent týmem odborně zdatných techniků, kteří jsou vyškoleni pro montáž stroje s nejvyšší možnou mechanickou kvalitou.
Hlavní konstrukční parametry SMS zahrnují hmotnost pohyblivé masy a statické, dynamické a tepelné vlastnosti fyzické struktury. Použití lehkých komponent v pohyblivé části struktury snižuje síly potřebné k akceleraci během pohybu stroje, co má za následek možnost použít méně výkonné motory, které se tolik nezahřívají, a přitom současně menší deformaci rámu setrvačnými silami.
Konstrukční výzvou je najít vhodný kompromis mezi pevností a hmotností. Výběr materiálů je tedy mimořádně důležitý, zvláště protože má vliv na tepelnou stabilitu a dynamické vlastnosti. V tomto ohledu je zvláště přitažlivý hliník. Přestože jeho měrná hmotnost se blíží žule, moderní protlačovací procesy umožňují vyrobit z hliníku velké konstrukční prvky s materiálem rozmístěným tak, aby měl největší vliv na pevnost. Relativně tenké konstrukce stěn s materiálem dále od neutrální osy ohybu mají za následek větší konstrukční pevnost při nižší hmotnosti. Za účelem dosažení minimální deformace rámu je důležité, aby byl minimalizován součet teplotních gradientů v konstrukci.
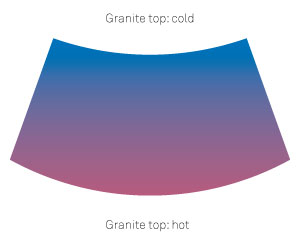
Gradienty rostou, když komponenta reaguje na změny teploty pomalu. Dobrým příkladem je vystavení silné žulové desky změnám teploty. Protože žula má nízkou tepelnou vodivost a velkou hmotnost, teplo se materiálem šíří pomalu. Výsledkem je nejednotné šíření tepla žulou. Pokud je toto šíření asymetrické (nahoře a dole ve srovnání s prostředkem), má to za následek rozdíly v roztahování a smršťování horního a dolního povrchu a následně se žula ohne. (Ano, věřte nebo ne, žula se ohne!) Na druhé straně hliník má vysoký koeficient tepelné vodivosti; teplo vstupuje do struktury hliníku a šíří se materiálem rychle, takže nedochází k hromadění teplotních gradientů a následnému ohybu.
Jak se tyto konstrukční koncepty promítají do skutečné konstrukce SMS? SMS Brown & Sharpe Global, pohyblivý portálový SMS se vzduchovými ložisky, vyráběný společností Hexagon Metrology, Inc., je dobře známým příkladem aplikace moderních konstrukčních principů SMS. U stroje Global byly hlavními konstrukčními požadavky přesnost, kapacita a flexibilita z hlediska provozního prostředí. Žula je použita pro pevnou základnu SMS, po které se pohybuje most.
I přes nevhodné tepelné vlastnosti je žula stále vynikající volbou pro vysoce kvalitní, mimořádně odolnou pracovní plochu. Vylepšení procesů obrábění žuly umožňují výrobu žulové základny z jednoho kusu s integrovanými vodicími drážkami pro vzduchová ložiska. Navíc je žulová základna stroje Global těžká a v kombinaci s pasivními, vysoce elastickými, izolačními podložkami izoluje stroj od vibrací prostředí, které mají negativní dopad na přesnost a opakovatelnost.
Tricision
Z tepelného pohledu je volba žuly méně vhodná, protože velká žulová základna je náchylná působením tepla k ohybu, způsobenému změnami teploty v prostředí instalace. Nicméně tento tepelný ohyb je velmi předvídatelný a lze pro něj použít softwarovou kompenzaci chyb. Pro korekci chyb geometrie v konstrukci SMS, které jsou důsledkem ohybu žuly způsobeného teplem, je použito několik snímačů teploty na horní i dolní straně žulové základny, přestože ohyb může být asymetrický. Tato metoda kompenzace se v praxi ukázala být velmi účinnou.
Hliník a ocel mají rozdílné tepelné vlastnosti, což může vést k problémům, pokud by rozhraní mezi materiály nebylo správně navrženo. Jestliže pevně spojíte dva materiály s různou tepelnou roztažností, mají tendenci se deformovat těžko předvídatelným způsobem. V konstrukci stroje Global je tento problém vyřešen způsobem, jakým jsou ocelové měřítka připevněny k hliníkové konstrukci; měřítka jsou připevněny ke konstrukci jen na jednom konci a umožňují roztahování a smršťování podél celé délky stupnice nezávisle na hliníkové části. Dva materiály se tedy mohou roztahovat a smršťovat nezávisle na sobě předvídatelným způsobem a chybu zanesenou dobře předvídatelnou lineární roztažností ocelových stupnic lze snadno opravit. Na rozdíl od statické základny je konstrukce pohyblivého mostu stroje Global vyrobená kompletně z hliníkových vytlačených prvků a odlitků. Jak víme, hliník má z hlediska konstrukce SMS vhodné tepelné vlastnosti. Ovšem stupnice, které především určují pozici sondy v měřicím rozsahu SMS, jsou vyrobené z oceli.
Nosník X a kolejnice Z stroje Global jsou z vytlačovaného hliníku, zatímco nohy a vozík XZ jsou hliníkové odlitky. Jak jsme se již zmínili, žula je vhodný materiál pro statickou základnu, ale zdaleka není ideální pro pohyblivou část. Zatímco dává dobrý smysl kompenzovat tepelný ohyb žuly v základně – aby se využily požadované vlastnosti pracovní plochy – z hlediska pohyblivé části má žula samé nevýhody. Hliník dodává pohyblivým komponentám mostu pevnost, nízkou hmotnost a tepelnou stabilitu, což jsou jedny z klíčových vlastností, aby byl SMS Global přesný, rychlý a relativně necitlivý vůči teplotě prostředí.
SMS Global používají metody kompenzace chyb statické geometrie i vyvolaných změnami teploty, aby bylo dosaženo vysoké přesnosti a flexibility z hlediska provozního prostředí. Metoda kompenzace chyb statické geometrie zahrnuje čtyři hlavní kroky:
- Měření chyb na jednotlivých strojích SMS Global (sběr dat)
- Výpočet hodnot korekce a uložen do korekční tabulky (mapa chyb)
- Aplikace hodnot korekce chyb softwarem řídicí jednotky během provozu SMS
- Ověření výkonu SMS
Na rozdíl od nich jsou tepelné chyby funkcí změn teploty prostředí i tepelné odezvy stroje. Tyto chyby se neustále mění – pokud není stroj umístěn v prostředí s přísně regulovanou teplotou. Abychom mohli vypočítat dopady tepelných chyb na pozici hrotu sondy, potřebujeme teplotní model, který charakterizuje tepelné chování stroje, a také vstupní hodnoty, které charakterizují změny teploty v prostředí. Vstupní hodnoty jsou teploty povrchu stroje naměřené snímači teploty na různých místech stroje.
Ačkoli některé modely používají více snímačů, většina modelů Global používá jedenáct snímačů teploty rozmístěných po konstrukci: dva snímače na osu kompenzují lineární roztahování a smršťování stupnic, čtyři snímače na žule (dva nahoře a dva dole) kompenzují ohyb žuly a jeden je umístěn na měřeném dílu.
Souhrnně můžeme říci, že konstrukce moderních SMS obsahuje kompromisy ohledně přesnosti, kapacity a flexibility z hlediska provozního prostředí, abychom jmenovali jen několik nejdůležitějších parametrů. Prostřednictvím inteligentních rozhodnutí ohledně konstrukce zahrnujících výběr a použití vhodných materiálů a plným využitím výhod softwarové kompenzace chyb může v současnosti konstruktér SMS vyvážit konstrukční parametry SMS a poskytnout metrologické řešení pro reálný svět.
Eric Bennett pracuje jako Product Manager ve společnosti Hexagon Metrology, kde má na starosti marketing produktů v kategorii mostových souřadnicových měřicích strojů v ústředí společnosti v Quonset Point, na Rhode Island. Eric má za sebou více než deset let zkušeností na poli souřadnicové metrologie a je držitelem titulu Bachelor of Arts ve fyzice a titulů Master of Science v oboru fyzikální inženýrství a počítačové vědy.
Wim Weekers pracuje ve společnosti Hexagon Metrology jako Chief Metrologist. Wim se narodil v Nizozemsku a má titul PhD ve strojním inženýrství z univerzity Eindhoven University of Technology, kde se specializoval na přesné inženýrství a metrologii. Wim se přestěhoval do Spojených států v roce 1997 a od té doby pracuje pro společnost Hexagon Metrology, kde provádí špičkový výzkum a vývoj. Jeho hlavní oblasti zájmu jsou přesnost SMS, kompenzace chyb a testování.