Hur man väljer CMM
Att välja rätt koordinatmätmaskin (CMM) är avgörande för alla mätuppgifter.
Kontakta oss

Idag är processtyrning och kvalitetskontroller inom tillverkningsindustrin alltmer beroende av koordinatmätmaskinernas funktioner. Under de senaste 20 åren har koordinatmätmaskinerna ersatt traditionella kontrollmetoder med måttsatser och fixturer och de har minskat tiden och arbetskraften som krävs för kvalitetskontroller.
Koordinatmätmaskinerna har inte bara kapaciteten att inspektera geometriska standarddimensioner, utan även komponenter med specialdetaljer som kugghjul, vevaxlar, vingformer och många andra. I en traditionell tillverkningsmiljö skulle alla dessa specialkontroller kräva en testmaskin med ett enda syfte.
Produktkvaliteten beror inte bara på maskinverktygens kvalitet vid tillverkningen, den beror även på noggrannheten och repeterbarheten hos mät- och kontrollutrustningen. Ett priseffektivt, lågpresterande bearbetningscenter i kombination med en koordinatmätmaskin med hög noggrannhet kan fortfarande garantera produktkvaliteten eftersom endast detaljer inom toleransområdet klarar koordinatmätmaskinens kontroll. Däremot kan ett dyrt bearbetningscenter av hög kvalitet i kombination med en mätutrustning som har låg noggrannhet inte garantera produktkvaliteten. En viss andel av detaljer som ligger utanför toleransområdet kommer alltid gå igenom en CMM-kontroll med låg noggrannhet och omvänt kommer en viss andel av delarna som ligger inom toleransområdet att förkastas. Det är därför avgörande att välja rätt koordinatmätmaskin. Målet med den här texten är hjälpa dig att välja en CMM som uppfyller dina noggrannhets- och användningskrav.
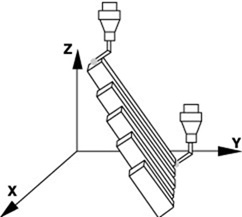
Det första viktiga urvalskriteriet är att bestämma det minsta erforderliga mätområdet för koordinatmätmaskinen. Området beror oftast på vilka dimensioner detaljen som ska mätas har, men det kan ibland vara mer komplicerat än så. Om detaljens konfiguration och kontrollrutinen kräver att probeförlängningar och fixturer används, kan det minsta mätområdet vara mycket större än arbetstyckets dimensioner.
Som en riktlinje för att välja rätt storlek kan du välja en maskin vars X-, Y- och Z-mätområden är två gånger bredden, längden och höjden på den största detalj som du kan behöva mäta.
Det andra urvalskriteriet är den minsta erforderliga osäkerhet. Osäkerheter och testprocedurer för koordinatmätmaskinerna beskrivs i ISO 10360-2. En del CMM-tillverkare följer inte ISO 10360-2, utan använder andra driftstandarder, som CMMA, VDI/VDE 2617, B89, och JIS (se mer information om CMM-standarder på sidan 6). Men för att jämföra koordinatmätmaskiner från olika tillverkare måste du jämföra samma specifikationer. De flesta CMM-tillverkare erbjuder redan sina specifikationer i många olika format för att stödja sin internationella kundbas. Om du är en internationell tillverkare, kan det vara viktigt att begära specifikationer i formatet ISO 10360-2 eftersom det är en blivande global standard. Det gör det enklare att jämföra med konkurrenterna och dessutom att jämföra den nya maskinen med dina befintliga maskiner som är installerade runt om i världen.
ISO 10360-2 som trädde i kraft 1994, specificerar två osäkerheter, volymetrisk längdmätningsosäkerhet (E) och volymetrisk probningsosäkerheten (R).
För att verifiera koordinatmätmaskinens osäkerhet vid mätning av den volymetriska längden används passbitar eller stegnormal. Användaren väljer sju olika platser (position och riktning) inom koordinatmätmaskinens volym för testet.
För alla sju platserna mäts fem materialstandarder (längder) tre gånger vilket ger 105 mätningar. Alla 105 mätningar, 100 procent, måste ligga inom toleransen som anges av tillverkaren.
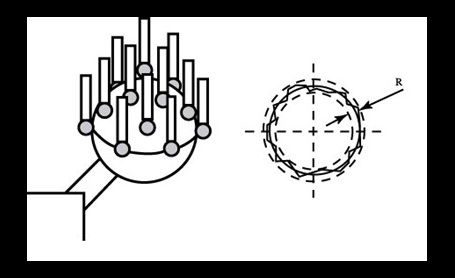
En kalibreringskula mellan 10 mm och 50 mm med form- och diametercertifikation används för att bekräfta en koordinatmätmaskins probningsosäkerhet. Testet består av att mäta 25 punkter med lika avstånd på sfären. R beräknas genom att lägga till de absoluta värdena för den minsta och största avvikelsen från den radiella formen. Resultatet rapporteras i mikrometer (µm) och alla 25 proberesultaten måste användas i beräkningen.
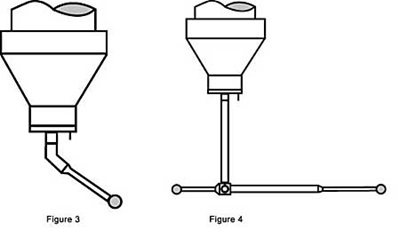
Dessa tester är väldigt specifika både i definition och utförande. Det är viktigt att komma ihåg att koordinatmätmaskinens osäkerhet under de faktiska driftförhållandena kan vara större än vad som anges i tillverkarens specifikationer på grund av användning av probeförlängningar, långa och smala prober, vridbart bord och roterande probehuvuden samt temperaturförändringar och luftburna föroreningar i verkstaden.
Till exempel om angivna E och R bestäms av en mätspets som är fäst direkt i probehuvudet utan förlängningar och utan rotation. Men de flesta arbetsstyckena kräver komplexa probekonfigurationer som saknar angivna E och R. Ett arbetsstycke kan kräva en kombination av flera probespetsar, förlängningar, rotation av probehuvudet och kanske ett probebyte under kontrollprogrammet.
På grund av dessa skillnader är det brukligt att lägga till en kvot av osäkerhet till toleransen när du beräknar en erforderlig CMM-specifikation. Kvoten kan variera mycket beroende på faktorerna som beskrivs ovan, mätuppgiftens komplexitet och själva processen. Typiska kvoter ligger mellan 1:3 och 1:20, varav de vanligaste är 1:5 och 1:10. För att upprätthålla en kvot på 1:5 av osäkerhet gentemot detaljtoleransen, ska databladsspecifikationen för koordinatmätmaskinen var fem gånger så noggrann som den tolerans som ska inspekteras.
På nästan alla arbetstycken måste koordinatmätmaskinerna kontrollera tre olika grupper av egenskaper: diametrar och distanser, positionstoleranser och formtoleranser. En analys av den erforderliga osäkerheten måste utföras för varje grupp.
Diametrar och distanstoleranserna finns på detaljritningen och där hittar du diametern för distanser med de snävaste toleranserna. På grund av att den volymetriska osäkerheten är längdberoende, kan en större tolerans på en mycket lång detalj vara mer problematisk än en väldigt snäv tolerans för en liten detalj. Det visar hur den erforderliga osäkerheten för maskinens volymetriska längdmätning beräknas.
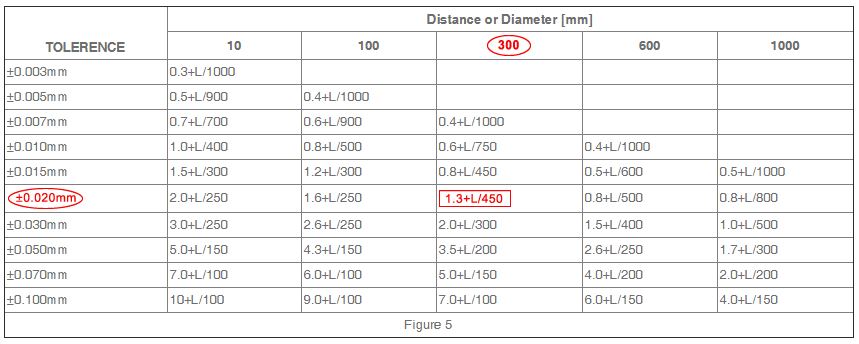
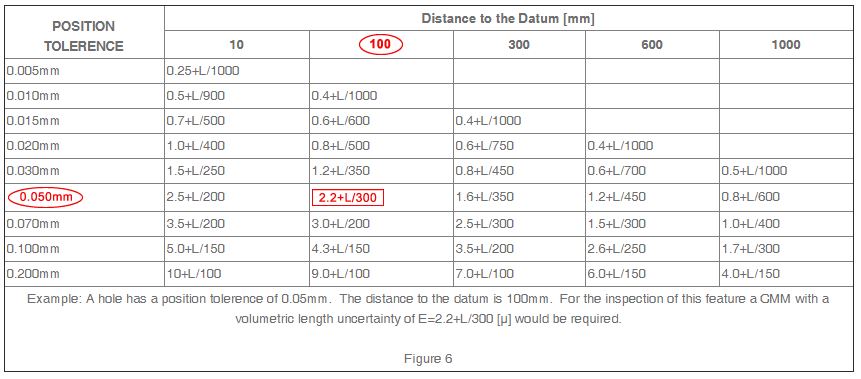
Exempel: Ett hål har en positionstolerans på 0,05 mm. Distansen till referensen är 100 mm. För att kontrollera den här detaljen krävs en koordinatmätmaskin med en volymetrisk längdosäkerhet på E=2,2 +L/300 [µ].
Det visar hur osäkerheten beräknas för maskinens mätningar av formtoleranser.
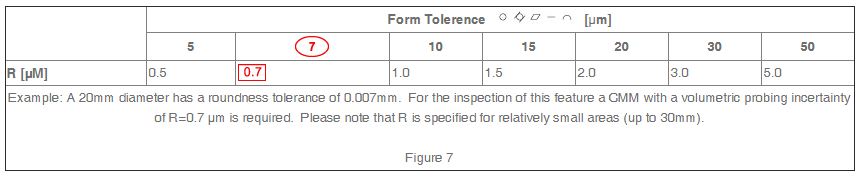
Exempel: En diameter på 20 mm har en rundhetstolerans på 0,007 mm. För att inspektera den här detaljen krävs en koordinatmätmaskin med en volymetrisk probeosäkerhet på R=0,7 µm. Observera att R är angivet för relativt små områden (upp till 30 mm).
Osäkerheten för en koordinatmätmaskin beror i stor utsträckning på miljöförhållandena. Därför anger tillverkare av koordinatmätmaskiner ofta temperaturområdet, temperaturvariationen per timme, temperaturvariationen per dag och temperaturvariationen per meter inom vilken en specifik koordinatmätmaskin uppnår driftspecifikationerna. Det är viktigt att ta hänsyn till dessa variabler när en lämplig koordinatmätmaskin väljs.
Dessutom är graden av golvvibrationer viktig för att optimera koordinatmätmaskinens prestanda. De flesta tillverkarna tillhandahåller den maximala vibrationen som maskinen kan hantera och fortfarande uppfylla de angivna specifikationerna. Som tillval finns även aktiva och passiva system för vibrationsdämpning som gör att maskinen kan installeras i tuffa miljöer och fungera enligt de tryckta specifikationerna. Det är viktigt att utföra en fullständig seismisk vibrationsundersökning där du vill utföra installationen om du tror att vibrationerna kan bli ett problem.
Alla CMM-tillverkare tillhandahåller programvara för grundläggande rutiner. En del erbjuder även programvara för detaljer med mer komplex geometri, som koniska kugghjul, impeller, skruvkompressorer och avrullningsfräsar för att nämna några. Se till att du förstår komplexiteten för mätrutinen som krävs för att inspektera dina detaljer och välja programvarupaket som kan utföra de mätuppgifter som krävs.
Det är viktigt ta hänsyn till kraven på genomströmning. Ju fler detaljer som en koordinatmätmaskin kan inspektera per dag, desto lägre blir kontrollkostnaden per del. Accelerationen och antalet probepunkter per minut är faktorer som bestämmer den allmänna genomströmningen. Genomströmningen kan även ökas med specialfixturer som pallkontroll av detaljer.
Att välja den koordinatmätmaskin som är lämpligast för din applikation kräver lite tankearbete och forskning, men du behöver inte göra det ensam. CMM-tillverkare som Hexagon har specialister som du kan samarbeta med för att välja den koordinatmätmaskin som bäst uppfyller dina krav.

