CMMの選択
適切なCMMの選択が計測作業を一変させます。
お問い合わせ先

現代の各産業における工程管理や品質保証は、三次元測定機(CMM)の性能に負うところが、 ますます大きくなっています。過去20年間、CMMは従来的な検査をゲージと固定具に取り換え、品質管理に必要な時間と労力を減らしました。
CMMは標準的な幾何学的寸法だけでなく、ギア、キャムシャフト、翼など特殊形状の部品の検査性能も提供します。従来的な製造環境では、個々の特殊検査は専用機が必要でした。
製品品質は、製造する工作機械はもちろん、測定機や検査装置の精度や信頼性にも左右されます。低価格、低性能のマシニングセンタでも高精度CMMとの組み合わせで、製品品質は保証できます。それは公差内の部品だけが、CMM検査に合格するためです。 逆に、高価で高性能のマシニングセンタは、低価格で、低性能の測定機の組み合わせは、高品質な製品を保証できません。公差を外れた一定の割合の部品がいつも、低価格のCMM検査に合格することになります。同様に公差内の部品の一定の割合が、不合格になります。結果的に最適なCMMの選択は、極めて重要な決定です。この記事の目的は、特定の精度や、用途の要求に見合うCMMの検討のお役に立つことです。
製品品質は、製造する工作機械はもちろん、測定機や検査装置の精度や信頼性にも左右されます。低価格、低性能のマシニングセンタでも高精度CMMとの組み合わせで、製品品質は保証できます。それは公差内の部品だけが、CMM検査に合格するためです。 逆に、高価で高性能のマシニングセンタは、低価格で、低性能の測定機の組み合わせは、高品質な製品を保証できません。公差を外れた一定の割合の部品がいつも、低価格のCMM検査に合格することになります。同様に公差内の部品の一定の割合が、不合格になります。結果的に最適なCMMの選択は、極めて重要な決定です。この記事の目的は、特定の精度や、用途の要求に見合うCMMの検討のお役に立つことです。
選択の検討で最初の重要な基準は、CMMの最低限の測定領域の決定です。通常この領域は、測定部品の大きさ次第ですが、それよりもっと複雑なことがよくあります。例えば部品と検査ルーチンの構成が拡張プローブや固定具の使用を必要とする場合、実際の最低限の測定領域は、部品の寸法よりはるかに大きくなる可能性があります。
適切にCMMのサイズを決定する目安として、測定機のXYZの測定域が、一番大きい測定部品の、幅、長さ、高さの二倍のものを選ぶことを考慮してください。
適切にCMMのサイズを決定する目安として、測定機のXYZの測定域が、一番大きい測定部品の、幅、長さ、高さの二倍のものを選ぶことを考慮してください。
二番目の選択基準は、要求される最低限の不確実性です。不確実性とCMM検査手順は、ISO 10360-2に記載されています。一部のCMMメーカーで、ISO 10362-2に従っていない場合は別の性能基準を利用下さい。例えば、 CMMA, VDI/VDE 2617, B89, およびJIS (ページ6のCMM性能基準を理解する、を参照のこと) しかし、CMMを違うメーカーのものと比較するには、仕様の比較を心掛けてください。ほとんどのCMMメーカーは、世界の顧客基盤をサポートするために、すでにいろいろなフォーマットで、自社の仕様を出しています。 さらには貴社が国際的なメーカーなら、CMMのスペックを世界の標準になりつつあるISO 10360-2 のフォーマットで要求することが賢明です。これにより競合との比較だけでなく、世界中の貴社の所有機と検討機の比較ができます。
1994年から実効のISO 10362-2は、二つの不確実性を規定しています。容積測定長不確実性(E)と測定プロービング不確実性(R)
1994年から実効のISO 10362-2は、二つの不確実性を規定しています。容積測定長不確実性(E)と測定プロービング不確実性(R)
CMMの容積測定長の計測不確実性を認証するには、一連のゲージブロックあるいはステップゲージが使用されます。ユーザーがテスト用にCMMの測定領域内で、七つの異なる位置(位置と方向)を選択します。
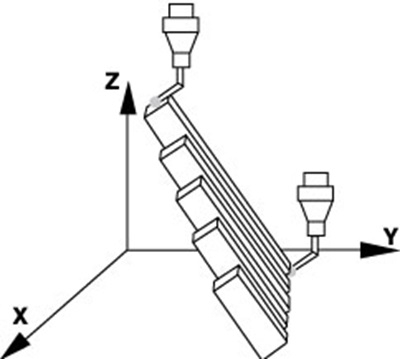
七つの位置それぞれに、五つの材料基準(長さ)がそれぞれ三回、合計105の測定がされます。すべての105の測定により100%メーカーより公称の公差に収まらなければなりません。
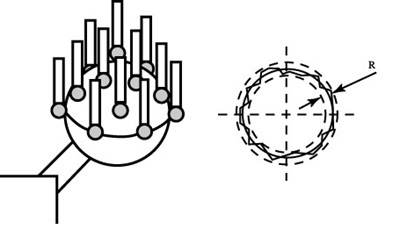
形状と径の証明付10mmから50mmの精密球体が、CMMのプロービング不確実性を認証するのに使われます。テストは、球体上に25の等間隔の点を測る構成です。Rは放射形状から最少と最大の偏差の絶対値を足して計算します。結果は、ミクロメーター(µm)で報告され、25のプロービングが計算で使用されなければなりません。
これらのテストは定義でも実行においても、極めて特有なものです。実際の作業条件下のCMMの不確実性は、メーカーの仕様の公表値よりも大きいことを念頭に置いておくことが重要です。その理由は、拡張プローブや、長いまたは細いプローブ、ロータリーテーブル、回転プローブヘッド、温度変化、ショップ内の空中汚染などです。
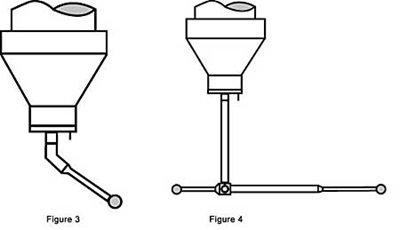
例えば、特定のEとRは、エクステンションも回転もないプローブヘッドに直接固定された一本のスタイラスによって決定されます。しかし、ほとんどの測定部品は、EもRも特定されない複雑なプローブの組み合わせが必要です。測定部品はいくつかのプローブピン、エクステンション、プローブヘッドの回転、そして検査プログラムの進行中のプローブ変更も必要になるかも知れません。
これらの違いにより一般的に受け入れられている実情は、必要なCMM仕様を計算する時に、不確実性の比率を適用しています。この比率は上記の要因次第で、大きく変わります。通常の比率は、1:3 から 1:20の範囲で、最も一般的には1:5と1:10になります。不確実性の1:5の比率を部品の公差に維持するためには、CMMデータシートの仕様は、検査されている公差よりも5倍正確でなくてはなりません。
殆どすべての部品で、CMMは測定部分の、径と距離、位置公差、形状公差の三つのグループを測定しなければなりません。要求される不確実性の分析は個々のグループに対して実施する必要があります。
径と長さの公差に関しては、部品図面を参照し、最も厳しい公差の距離の径を探してください。容積不確実性の長さ依存により、長い測定部のより大きな公差は小さな部分の厳しい公差よりも、難しい場合があります。長さ測定の不確実性の計算方法を図示します。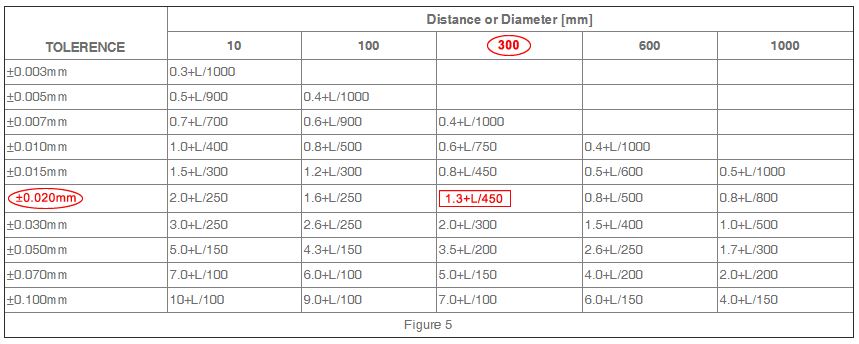
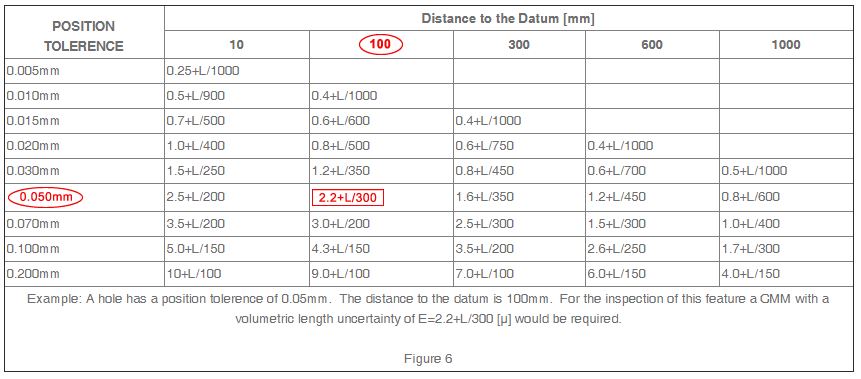
位置公差は、通常公差の長さを測定します。ノミナルの中心からの偏差の決定は半径のみ使用されます。必要な不確実性の計算方法を図示します。
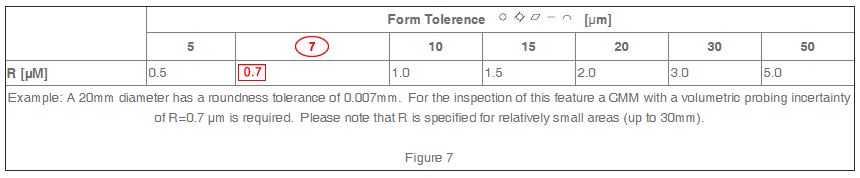
形状公差は真円度、平面度、真直度、円筒度およびプロファイルを含みます。
形状公差の機械測定の不確実性の計算を示します。
すべてのCMMの不確実性は環境条件に大きく左右されます。結果としてCMMメーカーは、通常温度範囲、時間当たりの温度変化、一日当たりの温度変化、特定のCMMが性能仕様を発揮する1メートルの温度変化を明記します。これらの変化量は適切なCMMの選択時に考慮すべきです。
加えて、CMMの性能を最大限に発揮するために、フロアの振動レベルは重要です。ほとんどのメーカーは耐震仕様で、公表仕様に対応する最大震度を提供しています。オプション扱いの能動および受動免震システムがあり、適切な環境とは言えない場所でも設置が可能で、公表通りの性能を発揮します。
ほとんどのCMMメーカーは基本的なルーチンのソフトウェアを提供しています。メーカーによっては、ベベルギア、インペラ、ねじ圧縮機、ホブカッターなどのもっと複雑な部品用のソフトウェアを用意しています。部品の検査に必要な測定ルーチンの複雑性の理解と、必要な課題を実行するソフトウェアのパッケージを選択するように心掛けてください。
七つの位置それぞれに、五つの材料基準(長さ)がそれぞれ三回、合計105の測定がされます。すべての105の測定により100%メーカーより公称の公差に収まらなければなりません。
形状と径の証明付10mmから50mmの精密球体が、CMMのプロービング不確実性を認証するのに使われます。テストは、球体上に25の等間隔の点を測る構成です。Rは放射形状から最少と最大の偏差の絶対値を足して計算します。結果は、ミクロメーター(µm)で報告され、25のプロービングが計算で使用されなければなりません。
これらのテストは定義でも実行においても、極めて特有なものです。実際の作業条件下のCMMの不確実性は、メーカーの仕様の公表値よりも大きいことを念頭に置いておくことが重要です。その理由は、拡張プローブや、長いまたは細いプローブ、ロータリーテーブル、回転プローブヘッド、温度変化、ショップ内の空中汚染などです。
例えば、特定のEとRは、エクステンションも回転もないプローブヘッドに直接固定された一本のスタイラスによって決定されます。しかし、ほとんどの測定部品は、EもRも特定されない複雑なプローブの組み合わせが必要です。測定部品はいくつかのプローブピン、エクステンション、プローブヘッドの回転、そして検査プログラムの進行中のプローブ変更も必要になるかも知れません。
これらの違いにより一般的に受け入れられている実情は、必要なCMM仕様を計算する時に、不確実性の比率を適用しています。この比率は上記の要因次第で、大きく変わります。通常の比率は、1:3 から 1:20の範囲で、最も一般的には1:5と1:10になります。不確実性の1:5の比率を部品の公差に維持するためには、CMMデータシートの仕様は、検査されている公差よりも5倍正確でなくてはなりません。
殆どすべての部品で、CMMは測定部分の、径と距離、位置公差、形状公差の三つのグループを測定しなければなりません。要求される不確実性の分析は個々のグループに対して実施する必要があります。
径と長さの公差に関しては、部品図面を参照し、最も厳しい公差の距離の径を探してください。容積不確実性の長さ依存により、長い測定部のより大きな公差は小さな部分の厳しい公差よりも、難しい場合があります。長さ測定の不確実性の計算方法を図示します。
位置公差は、通常公差の長さを測定します。ノミナルの中心からの偏差の決定は半径のみ使用されます。必要な不確実性の計算方法を図示します。
形状公差は真円度、平面度、真直度、円筒度およびプロファイルを含みます。
形状公差の機械測定の不確実性の計算を示します。
すべてのCMMの不確実性は環境条件に大きく左右されます。結果としてCMMメーカーは、通常温度範囲、時間当たりの温度変化、一日当たりの温度変化、特定のCMMが性能仕様を発揮する1メートルの温度変化を明記します。これらの変化量は適切なCMMの選択時に考慮すべきです。
加えて、CMMの性能を最大限に発揮するために、フロアの振動レベルは重要です。ほとんどのメーカーは耐震仕様で、公表仕様に対応する最大震度を提供しています。オプション扱いの能動および受動免震システムがあり、適切な環境とは言えない場所でも設置が可能で、公表通りの性能を発揮します。
ほとんどのCMMメーカーは基本的なルーチンのソフトウェアを提供しています。メーカーによっては、ベベルギア、インペラ、ねじ圧縮機、ホブカッターなどのもっと複雑な部品用のソフトウェアを用意しています。部品の検査に必要な測定ルーチンの複雑性の理解と、必要な課題を実行するソフトウェアのパッケージを選択するように心掛けてください。
必要とする処理量も、検討要素のひとつです。一日に検査する部品が多ければ多いほど、部品一個当たりの検査コストは下がります。加速と一分当たりのプロービングポイント数は、全体の処理量を決定する要因です。さらに処理量は、例えば部品のパレット検査の様な、特別な固定の工夫によっても増加します。
用途に一番ふさわしいCMMの選択は、考察と検討が必要ですが、自己流でする必要はありません、我々ヘキサゴンのようなCMMメーカーは、協力できる専門家を有していて、貴社の要望に最適なCMMの選択をお手伝いします。
用途に一番ふさわしいCMMの選択は、考察と検討が必要ですが、自己流でする必要はありません、我々ヘキサゴンのようなCMMメーカーは、協力できる専門家を有していて、貴社の要望に最適なCMMの選択をお手伝いします。

