Tersine Mühendislik
Tersine mühendislik, ürün işlevselliği ile alt bileşenleri analiz etmek, maliyetleri tahmin etmek ve potansiyel patent ihlallerini tanımlamak için faydalıdır.
İletişim
 Tersine mühendislik, 3B bilgisayar destekli tasarım (CAD), bilgisayar destekli üretim (CAM), bilgisayar destekli mühendislik (CAE) veya diğer yazılımlarda kullanılmak üzere mevcut bir fiziksel parçadan 3B sanal model oluşturma yöntemidir. Bu sürece bir nesnenin ölçülmesi ve sonra 3B model olarak yapılandırılması dahildir.
Tersine mühendislik, 3B bilgisayar destekli tasarım (CAD), bilgisayar destekli üretim (CAM), bilgisayar destekli mühendislik (CAE) veya diğer yazılımlarda kullanılmak üzere mevcut bir fiziksel parçadan 3B sanal model oluşturma yöntemidir. Bu sürece bir nesnenin ölçülmesi ve sonra 3B model olarak yapılandırılması dahildir.
Tersine mühendislik, ürün işlevselliği ile alt bileşenleri analiz etmek, maliyetleri tahmin etmek ve potansiyel patent ihlallerini tanımlamak için faydalıdır. Ayrıca özellikle CAD yazılımı yaygınlaşmadan önce tasarlanmış parçalar için kayıp veya hiç yazılmamış dokümantasyonu desteklemek için de kullanılabilir.
Fiziksel nesne; kollar ve yapısal beyaz ışıklı dijitalleştirici gibi koordinat ölçüm cihazlarına (CMM'ler) ve taşınabilir koordinat ölçüm cihazlarına (PCMM'ler) takılabilen 3B tarama teknolojileri kullanılarak ölçülebilir.
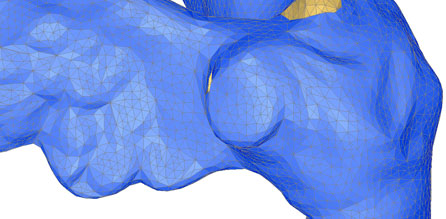
Genellikle nokta bulutu olarak temsil edilen ölçülmüş verilerde topolojik bilgiler eksiktir, bu yüzden genellikle üçgen ağ (STL) içine işlenir, sonra NURBS* yüzeyleri seti veya tam CAD modeli daha kullanılabilir bir formatta modellenir.
* Düzensiz rasyonel temelli eğri (NURBS)
Hem küçük hem de büyük firmalar mevcut fiziksel geometriyi dijital bir ortama taşımak için tersine mühendisliği kullanır. Bazı tersine mühendislik örneklerine şunlar dahildir:
Otomotiv Endüstrisi
• El yapımı olup hiçbir dijital kaydı olmayan sac metal takım ve kalıp tasarımı.• Tasarım stüdyolarında yapılan el yapımı kil modellerin dijitalleştirilmesi.

Uzay ve Havacılık Endüstrisi
• Montaj süreçleri için uygulanmış bileşenler hakkında dijital veri sağlamak.• Daha eski model uçak bileşenlerini arşivlemek (CAD ile yapılmamış 747 parçaları gibi).
• FAA tarafından yapılan FEA analizi için tam boy uçak canlandırması.

Mimari ve Sanat Eserleri
İnşaat için benzersiz, el yapımı tasarımlar yaratın.
Neyi hangi doğrulukla başarmak istediğinizi düşünmelisiniz. Gerçek tersine mühendislik, bir modelden veri almak kadar basit değildir. Belki bilgisayar ekranına kolayca aktarılabilir ama genel süreç daha karmaşıktır.
Tamamen parametrik bir model oluştururken genellikle son haline ulaşmak için gelişmiş bir CAD paketi (örn. Catia, Solidworks, vs.) kullanılır. Aşağıdaki sebeplerden dolayı Tersine Mühendislik sürecinde aslına uygunlukta kaçınılmaz kayıplar olacaktır:
Ölçüm donanımı - tüm ölçüm sistemlerinde sistem gürültüsünden veya ortamdan dolayı hacimsel doğruluk belirsizliği bulunmaktadır. Yan etkilerden biri de keskin kenar detayının kaybıdır.
 Nokta bulutunu ağa dönüştürmek - veri pürüzsüzleştirme ve seyreltme dikkate alınmalıdır.
Nokta bulutunu ağa dönüştürmek - veri pürüzsüzleştirme ve seyreltme dikkate alınmalıdır.NURBS yüzeyini ağa sarma - yerleştirme hataları ve eğri sürekliliği dikkate alınmalıdır.
Tersine Mühendislik ihtiyaçlarından emin olmayan kuruluşlar için Hexagon Manufacturing Intelligence, danışmanlık hizmetinin yanı sıra buna, yatırım yapmak istemeyen veya yatırım imkânı bulunmayan kuruluşlar için komple tersine mühendislik imkanları da sunar.
Neyi elde etmek istediğinize karar verdikten ve faydaları ile güçlükleri düşündükten sonra uygulamayı analiz etmelisiniz. Bu analize şunlar dahil olmalıdır:
Parça Özellikleri
Boyut
Küçük parçaların genellikle onları tarama teknolojisinin haricinde bırakan dar tolerans aralıkları vardır. Bunun sebebi, bu yöntemin gürültü seviyesinin (ve belirsizliğin) genellikle parça toleransını aşmasıdır. CMM ile problama veya analog tarama ve uygun prob ucu boyutu genellikle bu tür durumlarda idealdir.
Temel kural, son model için gerekenden 10 kat daha iyi belirsizliği olan bir sistemi kullanmaktır. Maalesef bu nadiren başarılır.
Yoğun tarama verisi gerekli olduğunda büyük parçaları CMM veya PCMM ile ölçmek imkansız olmasa bile yavaş olabilir. Bir kolda "referans kaydırma aparatı"nı kullanmak (yani parça ölçülürken PCMM'yi dolaştırmak), GridLOK gibi bir özellik olmadığı sürece tolerans sınırını geçebilir. Leica T-Scan lazer tarayıcıları ve Cognitens beyaz ışıklı tarayıcılar, ROMER kolun uzunluğundan daha büyük parçalar için daha iyi seçimlerdir.
Tolerans
Düzlemler ve delikler gibi prizmatik işlenmiş özellikler veya yüksek hassasiyet (metre başına 25 mikrondan az) gerektiren parçalar için CMM'lerde veya PCMM'lerde kontak prob kullanılmalıdır. Probla tarama yapmanın olumsuz yanı, veri toplama süresinin daha uzun olması ve ölçüm sırasında parçanın kazara hareket etmesi riskidir. Esnek parçalar ve karmaşık konturlu şekiller mümkünse temassız tarayıcılarla ölçülmelidir.
Özellikler
Kabartma kalıplar, dökme delikler ve kenarlar, dikkate alınması gereken unsurlardır. Analog problama, küçük yarıçapları çok doğru bir şekilde ölçebilir ama süreç yavaştır. Minimum nokta aralığına ayarlanmış lazer tarayıcılar ince ayrıntıları alabilir, ama küçük özellikler belirsizlik gürültüsünde kaybolabilir.
Görüş hattı
Problar tarayıcıların görüş hattının dışındaki alanlara ulaşabilir. Lazer tarayıcılar başlık boyutu ve kısa uzanma mesafesinden dolayı dar alanlara girmekte zorluk yaşayabilirler. Çoğu tarayıcı; sensör, normal yüzeyden yaklaşık 65 derece açıyla ayarlandığında veriyi alabilir.
Neyi elde etmek istediğinize karar verdikten ve faydaları ile güçlükleri düşündükten sonra uygulamayı analiz etmelisiniz. Bu analize şunlar dahil olmalıdır:
Harici Faktörler
Titreşim ve Ortam
Ölçüm süreci sırasında CMM ve PCMM kolları, tarayıcılar ve izleyiciler parçanın, ölçüm donanımına göre nispeten hareketsiz olmasını gerektirir. Bu, denetim ortamının sabit olması gerektiği anlamına gelir.
İstenen Veri Yoğunluğu
Veri yoğunluğu, nokta aralığıyla (çözünürlük) ve dolayısıyla ölçümün aslına uygunluğuyla ilgilidir. Bu genellikle yüzey toleransı veya komşu noktalar arasındaki açısal sapma bakımından tartışılır. Nokta bulutlarından alınma sırasında, özellikler üzerinde genellikle yüksek yoğunluklu veri gereklidir (delikler, kenar detayları, vs.).
İstenen Hız
Probla taramaya karşı lazerli veya beyaz ışıklı taramanın faydalarını tartarken temel kural, hem veri toplanmasını hem de ağ işleme hızlarını dikkate almaktır. Genellikle probla veri almak yavaş olacaktır ama verinin daha hızlı işlenmesini sağlayacaktır. Tam tersi şekilde, lazer veya beyaz ışıklı tarayıcılar hızlı veri toplanmasını sağlar ama ağ işleme hızını düşürecektir.
Operatörün Dikkat Etmesi Gerekenler
Ergonomi
Büyük bir parçanın lazer tarayıcıyla ölçülmesi, tarama başına 3 inçlik şerit alan elde etmek için ±1 inçlik mesafeyi koruma gerekliliğinden dolayı yorucu olabilir. WLS 400A, WLS 400M ve WLS qFLASH gibi (önceden Cognitens olarak bilinen) beyaz ışıklı tarayıcılar bu durumda yardımcı olabilir.
Kullanım kolaylığı
Eğer çok sayıda nokta gerekliyse manüel probla noktaları ölçmek usandırıcı olabilir. Manüel lazer tarayıcılar, ağ işleme ve son modelin oluşumu için gereken süreyi arttırabilecek olan, düzgün olmayan nokta bulutları oluştururlar.
Tersine mühendislik kapasitesine sahip PC-DMIS Reshaper yazılımı ölçülen verileri yorumlar (bazen on milyonlarca sayıda) ve 3B nokta bulut ağı oluşturur. Yazılım tek başına sunulsa da arayüzü kolaylıkla Polyworks, Geomagic ve Rapidform gibi 3. şahıs yazılımlarla uyum sağlar.
PC-DMIS Reshaper ile ağ oluşturma inanılmaz hızlıdır. Kilit nokta, PC-DMIS Reshaper tarafından geliştirilen inovatif üçgenleştirme algoritmalarında yatar. Bu, daha az noktayla daha doğru üçgenleştirme süreci sağlayarak ağ oluşturma sürecini hızlandırır, genellikle birkaç saniyede tamamlanır.
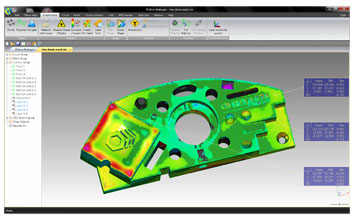
Ağ oluşturulduğunda, aşağıdaki şekillerde değiştirilebilir:
• Delik doldurma, pürüzsüzleştirme veya deformasyon araçlarıyla geliştirmek.
• Ağın bölümlerini segmentlemek.
• Ağı "iklim haritası" tarzı denetim için bir IGES dosyasıyla karşılaştırmak.
• IGES dosyası olarak dışa aktarmak.
• Hızlı prototip oluşturmak için STL dosyası olarak dışa aktarmak.
Elde edebileceğiniz tüm doğruluğu hak ediyorsunuz! PCMM'nin doğruluğu, yapısından dolayı sabit CMM kadar iyi değildir, bu da dikkate alınmalıdır. Eğer bir ROMER PCMM (kol) ihtiyaçlarınızı karşılamazsa, seçebileceğiniz başka Hexagon Metrology ürünleri bulunmaktadır.

Entegre RS2 Çizgi Tarayıcı - ROMER SI sistemlerinde standart olan RS2, saniyede 50.000 nokta toplar ve fabrikada kol için kalibre edilmiştir.
ROMER kollarda ideal parça, ölçüm hacminin 1/2'sinin 1/3'ü olmalıdır. Kötü görüş hattı olan, Leica lazer izleyici veya WLS beyaz ışıklı dijitalleştiriciler için zor olan parçalar ROMER'ın prob kapasitesiyle ölçülebilir. Prizmatik ve konturlu şekli olan parçalar tarama özelliğinden faydalanırlar.
Kolun ölçüm hacminden daha büyük bir parçayı ölçerken, genellikle bir referans kaydırma ‘leap frog’ gereklidir. Referans kaydırma kolun kendisini ölçülen parçanın üzerindeki rastgele 3 noktaya göre kalibre etmesini gerektirir. Kol parçanın etrafında hareket ettikçe, zaten var olan ölçüm uyuşmazlıkları birleştirilerek genel ölçüm doğruluğu düşürülür. ROMER'ın patentli LOK özellikleri, örneğin GridLok ve TooLOK "leap frog" ile bağlantılı "yığma hatası"nı ortadan kaldırır.
ROMER kolların bir diğer özelliği de ergonomik tasarımlarıdır. ROMER kollar operatörün ellerinde adeta yüzmesini sağlayan düşük profilli, Zero-G karşı denge ve patentli SpinGrips ile donatılmıştır. Bu, kolun üzerindeki stresi azaltarak doğruluğu ve tekrarlanabilirliği maksimuma çıkarırken kullanıcı yorgunluğunu en aza indirir.