Précision d’une machine à mesurer tridimensionnelle dans l’atelier
La précision d’une machine à mesurer tridimensionnelle (MMT) dépend de l’environnement thermique ambiant dans lequel elle fonctionne. Les variations de température provoquent une dilatation, une contraction et dans certains cas des distorsions non linéaires des règles, de la structure de la machine et des objets mesurés.
Contactez-nous
La précision d’une machine à mesurer tridimensionnelle (MMT) dépend de l’environnement thermique ambiant dans lequel elle fonctionne. Les variations de température provoquent une dilatation, une contraction et dans certains cas des distorsions non linéaires des règles, de la structure de la machine et des objets mesurés.
Bien que les changements induits par la température soient souvent compensés de différentes façons, ces variations peuvent causer des incertitudes de mesure conséquentes, en particulier dans l’atelier, où la température est difficile à réguler. Face à la tendance persistante à abandonner le laboratoire de métrologie à thermorégulation au profit de l’atelier comme lieu d’inspection dimensionnelle, il est extrêmement important de savoir comment la température affecte la précision de la MMT.
Traditionnellement, la dépendance thermique de la précision d’une MMT a été spécifiée avec de grandes plages de température autour de 20 °C. Un fabricant peut par exemple spécifier, pour la mesure dimensionnelle réalisée avec une MMT, une erreur d'indication maximale admissible (MPEE) pour la mesure des longueurs selon l’ISO 10360-2, dans une plage de 18-22 °C :
MPEE = 3.0 + 3.0 * L / 1000
MPEE étant exprimée en microns et L étant la longueur mesurée en millimètres.
Alors qu’il s'agit d’un moyen logique (à la fois pour le fabricant de la MMT et le client) de spécifier l’influence de la température sur la précision d’une MMT installée dans un environnement de laboratoire, cette méthode est inappropriée lorsque les machines sont installées et utilisées dans un environnement où la température n’est plus très bien contrôlée à court et à long termes.
Si une spécification de plage de température unique (large ou étroite) est pratique pour le fabricant de la MMT, le client ne dispose dans ce cas que des valeurs approximatives du fabricant, pas très détaillées, sur les variations de précision possibles de la machine en fonction de la température. Après tout, si les clients achètent une machine d'atelier, c’est pour la placer dans un lieu où la température ambiante affectera selon toutes prévisions la précision de mesure de la MMT.
Bien que les changements induits par la température soient souvent compensés de différentes façons, ces variations peuvent causer des incertitudes de mesure conséquentes, en particulier dans l’atelier, où la température est difficile à réguler. Face à la tendance persistante à abandonner le laboratoire de métrologie à thermorégulation au profit de l’atelier comme lieu d’inspection dimensionnelle, il est extrêmement important de savoir comment la température affecte la précision de la MMT.
Traditionnellement, la dépendance thermique de la précision d’une MMT a été spécifiée avec de grandes plages de température autour de 20 °C. Un fabricant peut par exemple spécifier, pour la mesure dimensionnelle réalisée avec une MMT, une erreur d'indication maximale admissible (MPEE) pour la mesure des longueurs selon l’ISO 10360-2, dans une plage de 18-22 °C :
MPEE étant exprimée en microns et L étant la longueur mesurée en millimètres.
Alors qu’il s'agit d’un moyen logique (à la fois pour le fabricant de la MMT et le client) de spécifier l’influence de la température sur la précision d’une MMT installée dans un environnement de laboratoire, cette méthode est inappropriée lorsque les machines sont installées et utilisées dans un environnement où la température n’est plus très bien contrôlée à court et à long termes.
Si une spécification de plage de température unique (large ou étroite) est pratique pour le fabricant de la MMT, le client ne dispose dans ce cas que des valeurs approximatives du fabricant, pas très détaillées, sur les variations de précision possibles de la machine en fonction de la température. Après tout, si les clients achètent une machine d'atelier, c’est pour la placer dans un lieu où la température ambiante affectera selon toutes prévisions la précision de mesure de la MMT.
Spécifications en escalier
Les fabricants de MMT ont tenté de résoudre ce problème en spécifiant la précision au moyen de plusieurs plages de température. Prenons l’exemple d’une MMT caractérisée par la précision suivante :
MPEE = 3.0 + 3.0 * L / 1000 (18-22°C)
MPEE = 3.3 + 4.2 * L / 1000 (16-26°C)
MPEE = 3.5 + 5.0 * L / 1000 (15-30°C)
MPEE = 3.0 + 3.0 * L / 1000 (18-22°C)
MPEE = 3.3 + 4.2 * L / 1000 (16-26°C)
MPEE = 3.5 + 5.0 * L / 1000 (15-30°C)
Avec une longueur mesurée L de 500 mm, cette valeur est reproduite graphiquement comme fonction de la température ambiante.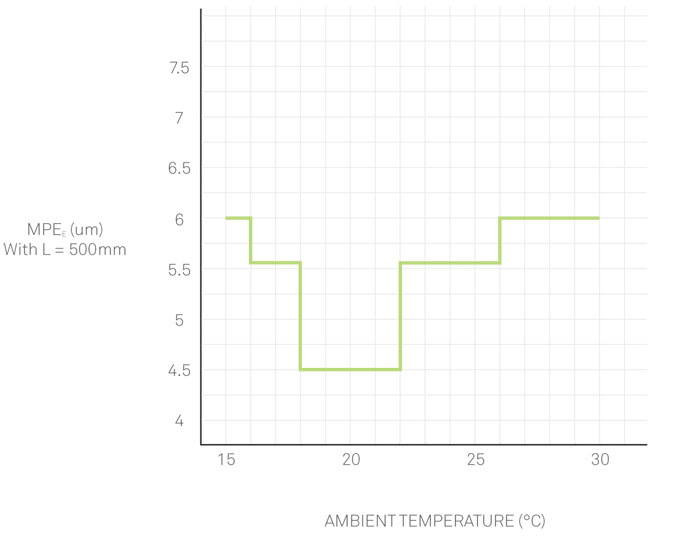
Spécifications thermiques continues
Compte tenu des caractéristiques physiques concernant la dilatation, la contraction et la distorsion des cadres de métrologie en fonction de la température, nous savons de façon intuitive que ce type de fonction en escalier est inexact. Les structures de métrologie ne présentent en général pas des changements de précision pouvant être reproduits par une fonction en escalier de la température, avec des dégradations de précision instantanées lorsque la température franchit un seuil défini. Si elles le faisaient, vous n’auriez sans doute aucune envie de les utiliser pour des mesures.
Il est donc clair qu’une description plus détaillée de la précision d’une MMT est nécessaire en cas de température fluctuante dans un environnement sans régulation thermique appropriée. Une alternative physiquement plus réaliste est la spécification de la précision comme fonction continue de la température ambiante. Du point de vue pragmatique du métrologue ou de l’ingénieur, elle est bien plus utile.
Pour illustrer ce point, nous allons étudier une MMT réelle. Prenons la spécification de précision de la MMT 4.5.4 SF pour atelier :
MPEE = 3.1 + 0.05 * ∆T + (3.0 + 0.2 * ∆T) * L / 1000 (15-40°C)
∆T correspond à l'écart de la température ambiante de la pièce par rapport à 20 °C.
Prenons encore une fois l’exemple d’une longueur mesurée de 500 mm et traçons la valeur MPEE comme fonction de la température ambiante. Cette fois, nous trouvons un résultat physiquement plus intuitif, plus pratique pour le métrologue.
L’utilité est encore plus manifeste si nous reproduisons sur le même diagramme l’exemple hypothétique préalable, dans lequel la performance a été spécifiée pour de grandes plages de températures.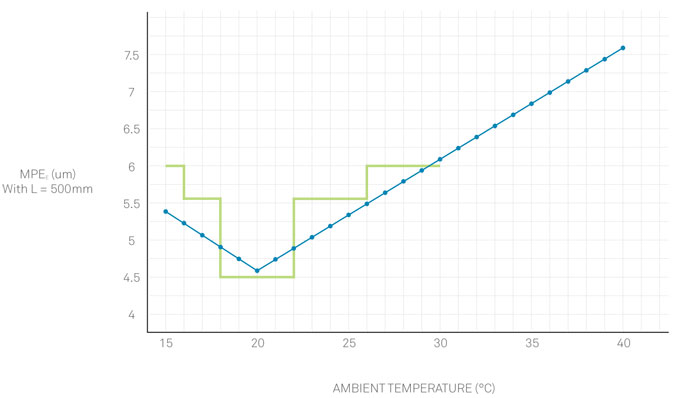
La spécification continue ne donne pas seulement une image plus exacte de la précision de la MMT en fonction des températures, mais constitue aussi une solution compacte et élégante pour définir les spécifications de précision et convient particulièrement bien à une intégration dans des rapports de résultats de mesure automatiques.
Il est donc clair qu’une description plus détaillée de la précision d’une MMT est nécessaire en cas de température fluctuante dans un environnement sans régulation thermique appropriée. Une alternative physiquement plus réaliste est la spécification de la précision comme fonction continue de la température ambiante. Du point de vue pragmatique du métrologue ou de l’ingénieur, elle est bien plus utile.
Pour illustrer ce point, nous allons étudier une MMT réelle. Prenons la spécification de précision de la MMT 4.5.4 SF pour atelier :
MPEE = 3.1 + 0.05 * ∆T + (3.0 + 0.2 * ∆T) * L / 1000 (15-40°C)
∆T correspond à l'écart de la température ambiante de la pièce par rapport à 20 °C.
Prenons encore une fois l’exemple d’une longueur mesurée de 500 mm et traçons la valeur MPEE comme fonction de la température ambiante. Cette fois, nous trouvons un résultat physiquement plus intuitif, plus pratique pour le métrologue.
L’utilité est encore plus manifeste si nous reproduisons sur le même diagramme l’exemple hypothétique préalable, dans lequel la performance a été spécifiée pour de grandes plages de températures.
La spécification continue ne donne pas seulement une image plus exacte de la précision de la MMT en fonction des températures, mais constitue aussi une solution compacte et élégante pour définir les spécifications de précision et convient particulièrement bien à une intégration dans des rapports de résultats de mesure automatiques.
Variation de température en fonction du temps
Un autre facteur à considérer en cas de spécification par rapport à une plage de température étendue, qu’elle soit continue ou non, est le changement de température admissible que le fabricant définit en fonction du temps. Ce changement est en général exprimé sur une période de 1 heure et de 24 heures. Cette spécification indique à l'utilisateur la variation de température autorisée durant un intervalle de temps défini pour maintenir la performance de précision spécifiée. Un plus grand changement toléré durant une période donnée signifie que la machine supporte mieux les variations thermiques dans l’atelier.
Conseil pratique pour l'utilisation d'une MMT dans un atelier
Lorsqu’on décide d’utiliser une MMT dans l’atelier, il est important d'évaluer les tâches de mesure à réaliser et de calculer une plage d’incertitude. Il faut ensuite déterminer la précision de la machine à l'aide d’une spécification thermique continue pour toutes les températures possibles dans l’atelier, en s'assurant de ne pas dépasser la variation thermique totale par heure ou jour. Cela donne la précision attendue de la machine à tout moment de la journée. Si la précision de la machine est à tout moment acceptable par rapport à la plage d’incertitude, c’est formidable ! On peut utiliser la machine toute la journée. Si ce n’est pas le cas, il faut étudier des alternatives, par exemple utiliser seulement la machine durant une certaine période de la journée ou exécuter des pièces avec des tolérances moins étroites lorsque les températures de l’atelier sont les plus élevées.
L'utilisation d’une MMT à spécification thermique continue dans l’atelier, fournit à l’utilisateur une image plus complète de la performance attendue d'une machine dans un environnement non régulé. Ceci permet une meilleure prise de décision et renforce la confiance dans les résultats de mesure. La 4.5.4 SF pour atelier est une MMT de ce type.
L'utilisation d’une MMT à spécification thermique continue dans l’atelier, fournit à l’utilisateur une image plus complète de la performance attendue d'une machine dans un environnement non régulé. Ceci permet une meilleure prise de décision et renforce la confiance dans les résultats de mesure. La 4.5.4 SF pour atelier est une MMT de ce type.