Přesnost souřadnicových měřicích strojů v dílenském prostředí
Přesnost souřadnicového měřicího stroje (SMS) závisí na okolní teplotě, ve které je používán. Teplotní změny způsobují, že měřítka, konstrukce stroje a měřené výrobky se roztahují, stahují a v některých případech deformují nelineárním způsobem.
Kontakty
Přestože jsou teplotně vyvolané změny často řadou způsobů kompenzovány, mohou vést k značné nejistotě měření. Toto platí obzvlášť při dílenském měření, kde může být regulace teploty obtížná. Vzhledem k trvalému trendu přesouvat kontrolu rozměrů z klimatizovaných metrologických laboratoří s do výrobních prostor, je stále důležitější porozumět tomu, jak teplota ovlivňuje přesnost SMS.
Tradičně je teplotní závislost přesnosti SMS specifikována pomocí teplotních pásem se středem okolo 20 °C. Např. výrobci specifikují maximální povolenou chybu měření hypotetického SMS, MPEE, podle normy ISO 10360-2 v teplotním pásmu 18-22 °C jako:
MPEE = 3,0 + 3,0 * L / 1000
MPEE se uvádí v mikronech a L je délka měření v milimetrech.
Zatímco toto je logický způsob (jak pro výrobce SMS, tak zákazníka) specifikace teplotní závislosti přesnosti SMS pro stroj v laboratorním prostředí, tato logika není použitelná u strojů instalovaných a provozovaných v prostředí, kde není teplota regulována.
Specifikace podle jednoho teplotního pásma (širokého nebo úzkého) je sice pohodlná pro výrobce SMS, ale zákazníkovi zůstává pouze výrobcův konzervativní, ale nepříliš detailní odhad změn přesnosti stroje s teplotou. Koneckonců, primárním důvodem, proč zákazníci kupují dílenské stroje je, že je umístí do prostředí, kde okolní teplota s vysokou pravděpodobností ovlivní přesnost měření SMS.
Stupňovité specifikace
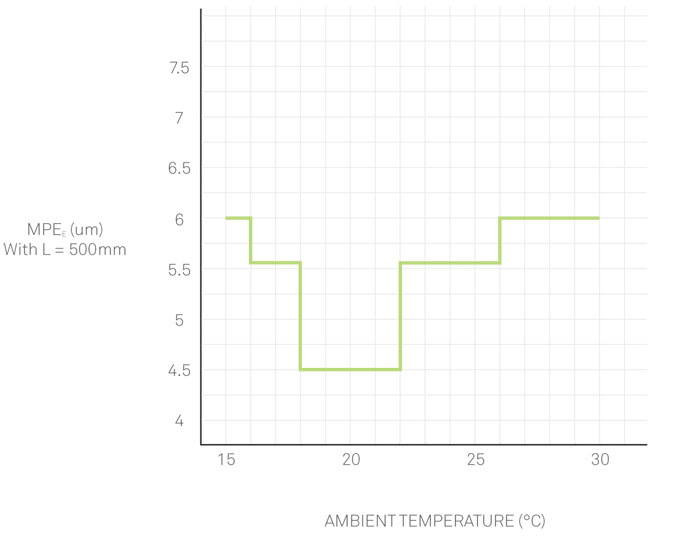
Obvykle se výrobci SMS snažili vypořádat s tímto problémem specifikací přesnosti pomocí více teplotních pásem. Uvažme opět hypotetický SMS s přesností specifikovanou následovně:
MPEE = 3,0 + 3,0 * L / 1000 (18-22 °C)
MPEE = 3,3 + 4,2 * L / 1000 (16-26°C)
MPEE = 3,5 + 5,0 * L / 1000 (15-30°C)
S délkou měření L 500 mm je to v grafické podobě stupňovitá funkce okolní teploty.
Spojité teplotní specifikace
Když uvážíme fyziku, přítomnou při změnách teploty, která způsobuje roztahování, stahování a deformace konstrukcí měřicích strojů, intuitivně tušíme, že tento typ stupňovité funkce je nepřesný. Metrologické konstrukce obvykle nevykazují změny přesnosti jako stupňovitou funkci teploty, ale dochází k okamžitému poklesu přesnosti, když teplota překročí určitou prahovou hodnotu.
Je zřejmé, že potřebujeme detailnější popis přesnosti SMS v závislosti na teplotě v prostředích, kde není teplota dostatečně regulována. Fyzikálně realističtější alternativou je specifikace přesnosti jako spojité funkce okolní teploty. A z pragmatického pohledu metrologa nebo inženýra kontroly kvality je výrazně užitečnější.
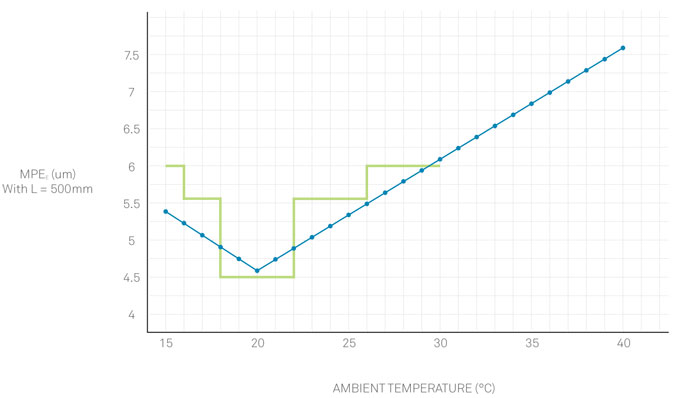
Abychom tuto úvahu názorně ilustrovali, podívejme se na skutečný SMS. Vezměme v úvahu přesnost stroje SMS pro dílny 4.5.4 SF:
MPEE = 3,1 + 0,05 * ?T + (3,0 + 0,2 * ?T) * L / 1000 (15-40 °C)
?T je odchylka okolní teploty od 20 °C.
Uvažme znovu délku měření 500 mm a vynesme MPEE jako funkci okolní teploty. Tentokrát najdeme fyzikálně intuitivnější výsledek a takový, který je pro praktické metrology mnohem užitečnější.
Užitečnost se dále projeví, když zobrazíme ve stejném grafu předchozí hypotetický příklad, ve kterém byl parametr specifikován řadou širokých teplotních intervalů.
Kromě toho, že tato specifikace poskytne uživateli lepší informaci o přesnosti SMS při měnící se teplotě, jedná se o elegantní způsob definice přesnosti stroje a je zvláště vhodná pro zahrnutí do automatizovaného hlášení výsledků měření.
Variace teploty v průběhu času
Dalším faktorem, který je potřeba vzít v úvahu, když máte k dispozici rozšířenou specifikaci teplotního intervalu, ať spojitého, nebo ne, jsou povolené změny teploty za určitou dobu, které výrobce specifikuje. Obvykle se uvádí změna v průběhu 1 hodiny a během 24 hodin. Tato specifikace uživateli říká, jaká odchylka teploty je povolená během daného časového intervalu, aby byly zachovány specifikované parametry přesnosti. Větší povolená změna za dané období znamená, že stroj se lépe vypořádá s měnícími se teplotními podmínkami v dílně.
Praktická rada pro instalaci SMS v dílenském prostředí
Když se rozhodnete instalovat SMS v dílenském prostředí, je důležité vyhodnotit, jaké měřicí úkoly provádět a také vypočítat rozšířenou nejistotu měření. Potom vypočítejte přesnost stroje pomocí spojité teplotní specifikace za všech různých teplot, které v dílně mohou nastat, a ujistěte se, že nepřekročíte celkovou teplotní odchylku za hodinu nebo za den. Tak získáte očekávanou přesnost stroje v libovolnou dobu dne. Pokud je přesnost stroje vždy přijatelná pro tolerance Vašich dílů, hurá! Stroj můžete používat celý den. Pokud tomu tak není, musíte uvážit možné alternativy, například používat stroj pouze v určitou denní dobu nebo měřit díly s volnějšími tolerancemi v době, kdy je v dílně nejtepleji.
Použití SMS se spojitou specifikací teploty v dílně vybaví uživatele SMS kompletnějším obrázkem očekávané specifikace stroje v neregulovaném prostředí. To vám umožní lepší rozhodování a přinese větší důvěru ve výsledky měření. Jeden takový SMS pro dílenské prostředí je 4.5.4SF.