Atölye Ortamında Koordinat Ölçüm Cihazının Doğruluğu
Koordinat ölçüm cihazının (CMM) doğruluğu, çalıştığı ortamın sıcaklığına bağlıdır. Sıcaklıktaki değişimler ölçeklerin, makine yapısının ve ölçülen elemanların genişlemesine, büzülmesine ve bazı durumlarda doğrusal olmayan bir şekilde bozulmasına yol açabilir.
Bize ulaşın
Koordinat ölçüm cihazının (CMM) doğruluğu, çalıştığı ortamın sıcaklığına bağlıdır. Sıcaklıktaki değişimler ölçeklerin, makine yapısının ve ölçülen artefaktların genişlemesine, büzülmesine ve bazı durumlarda doğrusal olmayan bir şekilde bozulmasına yol açabilir.
Çoğu zaman çeşitli şekillerde düzeltme yapılsa da, bu ısıl değişiklikler özellikle de sıcaklığın zor kontrol edildiği atölye ortamındaki ölçüm açısından, ciddi ölçüm belirsizliğine yol açabilir. Boyutsal denetimi ısıl kontrollü metroloji laboratuvarlarından atölye ortamına taşıma trendinin devam etmesiyle birlikte, sıcaklığın CMM doğruluğunu nasıl etkilediğini anlamak her zamankinden daha önemlidir.
Geleneksel olarak, CMM'nin doğruluğunun ısıl bağımlılığı, yaklaşık 20°C'ye (68°F) odaklanmış geniş sıcaklık bantları kullanılarak belirlenir. Örneğin, bir üretici ebat ölçümü için CMM'nin varsayımsal maksimum izin verilen gösterge değeri hatasını (MPEE) ISO 10360-2'ye göre 18-22°C (64-72°F) sıcaklık bandının üzerinde belirleyebilir:
MPEE = 3,0 + 3,0 * L / 1000
MPEE mikron cinsindendir ve L de, milimetre bazında ölçüm uzunluğudur.
Laboratuvar ortamında, bir makine için CMM doğruluğunun sıcaklık bağımlılığını belirlemek için bu mantıklı bir yol olsa da (hem CMM üreticisi hem de müşteri için), sıcaklığın hem uzun hem kısa bir zaman ölçeği boyunca iyi kontrol edilmediği bir ortamda kurulan ve kullanılan makinelerde bu mantık işe yaramaz.
Tek sıcaklık bandı spesifikasyonu (geniş veya dar olsun), CMM üreticisi için uygun olsa da müşteri sadece üreticinin, makine doğruluğunun sıcaklıkla nasıl değiştiğine dair ölçülü ama aşırı detaylı olmayan tahminine kalır. Sonuç olarak, müşterilerin atölye ortamı makinesi almasının temel nedeni, makineyi ortam sıcaklıklığının CMM'nin ölçüm doğruluğunu her durumda etkileyeceği bir konuma yerleştirmektir.
Merdiven Basamağı Spesifikasyonları
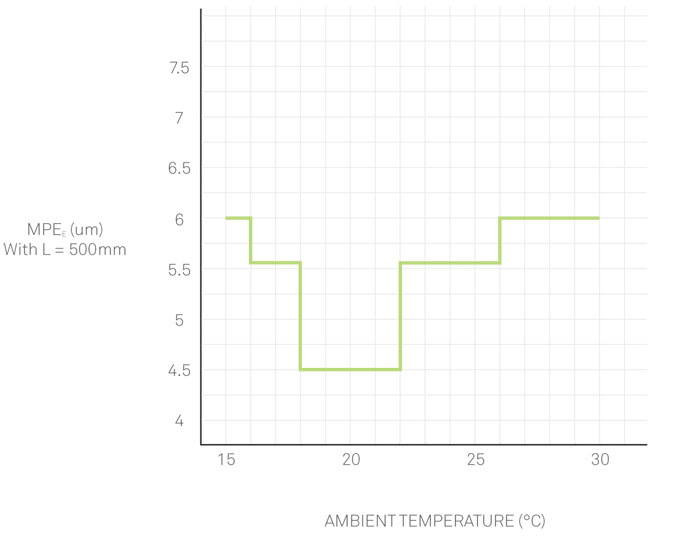
Genellikle CMM üreticileri bu sorunu, doğruluğu çeşitli sıcaklık bantları aracılığıyla belirterek çözmeye çalışmaktadır. Yine, aşağıdaki şekilde belirlenmiş, varsayımsal bir CMM doğruluğunu alalım:
MPEE = 3,0 + 3,0 * L / 1000 (18-22°C)
MPEE = 3,3 + 4,2 * L / 1000 (16-26°C)
MPEE = 3,5 + 5,0 * L / 1000 (15-30°C)
500 mm'lik ölçüm uzunluğu L ile bu, grafiksel olarak ortam sıcaklığının adım işlevi olarak gösterilir
Sürekli Isıl Spesifikasyonlar
Metroloji çerçeveleri sıcaklık değişimleriyle birlikte genişledikçe, büzüldükçe ve bozuldukça buna dahil olan fiziği dikkate alırsak, bu tür adım işlevinin doğru olmayacağını sezgisel olarak biliriz. Metroloji yapıları normalde doğruluktaki değişimleri sıcaklığın adım işlevi olarak, yani sıcaklık bazı eşik değerlerini aştığında doğrulukta gerçekleşen anlık düşmeler olarak göstermez. Ya da eğer gerçekleştiyse onlara göre ölçüm yapmak istemeyiz.
Açıkçası, yeterli termal kontrollerin olmadığı ortamlarda, değişen ortam sıcaklığı koşullarındaki CMM doğruluğunun daha detaylı bir açıklaması gereklidir. Fiziksel olarak daha gerçekçi bir alternatif de ortam sıcaklığının sürekli işlevi olarak doğruluk spesifikasyonudur. Metrolojistin veya kalite mühendisinin pragmatik bakış açısıyla, bu çok daha faydalıdır.
Bunu göstermek için, gerçek bir CMM'e bakalım. 4.5.4 SF atölye ortamı CMM'sinin doğruluk bildirimini alalım:
MPEE = 3,1 + 0,05 * ?T + (3,0 + 0,2 * ?T) * L / 1000 (15-40°C)
Burada ?T, ortam sıcaklığının 20°C'den sapmasıdır.
Yine, 500 mm ölçüm uzunluğunu ölçtüğümüzü varsayıp MPEE'nin ortam sıcaklığının işlevi olarak grafiğini çizelim. Bu sefer fiziksel olarak daha sezgisel ve ölçüm yapana daha faydalı bir sonuç buluyoruz.
Performansın çeşitli geniş termal aralıklarda belirtildiği önceki varsayımsal örneği aynı grafikte gösterdiğimizde, bunun faydası daha çok gösterilmektedir.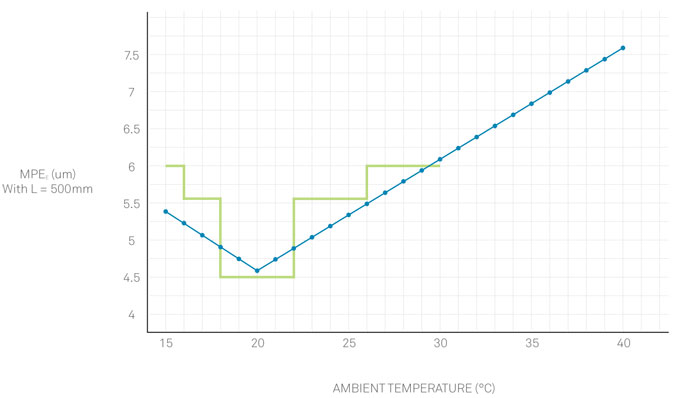
Kullanıcıya CMM'in doğruluğunun değişken sıcaklıklarda daha kesin bir resmini sunmaya ek olarak sürekli spesifikasyon, makine doğruluğu spesifikasyonlarını tanımlamanın şık bir yoludur ve özellikle de ölçüm sonuçlarının otomatik raporlamasına yerleştirmeye uygundur.
Zaman İçinde Sıcaklık Varyasyonu
Sürekli olsun veya olmasın, genişletilmiş sıcaklık aralığı spesifikasyonu varken dikkat edilmesi gereken bir diğer faktör de üreticinin zaman içinde belirlediği, izin verilen sıcaklık değişimleridir. Normalde bu, 1 saatlik ve 24 saatlik bir değişim olarak ifade edilir. Bu spesifikasyon kullanıcıya, belirlenen doğruluk performansını korumak için belirli bir zaman aralığında ne kadar sıcaklık varyasyonuna izin verildiğini belirtir. Belirlenen bir dönemde izin verilen daha büyük bir değişim, makinenin değişen atölye sıcaklık koşullarına daha iyi uymasını sağlar.
Atölye Ortamı CMM'i İçin Pratik Öneri
Atölye ortamında bir CMM kurulduğunda, yapılacak ölçüm görevlerini değerlendirmek ve belirsizlik limitlerini hesaplamak önemlidir. Ardından, atölyenizde görebileceğiniz tüm farklı sıcaklıklardaki sürekli termal spesifikasyonu kullanarak makinenin doğruluğunu hesaplayın ve saatlik veya günlük toplam termal varyasyonu aşmadığınızdan emin olun. Bu, günün herhangi bir zamanında makineden beklenen doğruluğu verecektir. Eğer makine doğruluğu her zaman belirsizlik limitleri için kabul edilebilir ise, harika! Makinenizi gün boyunca kullanabilirsiniz. Eğer böyle değilse, makineyi sadece günün belli zamanlarında kullanmak veya atölye en sıcak durumdayken daha geniş toleransları olan parçalarla çalışmak gibi alternatifleri düşünmelisiniz.
Atölye ortamında sürekli termal spesifikasyonla CMM kullanımı, CMM kullanıcısına makinenin kontrolsüz bir ortamda beklenen performansının daha eksiksiz bir resmini sunar. Bu, daha iyi karar vermenizi sağlar ve ölçüm sonuçlarına daha çok güvenmenizi sağlar. Buna örnek bir CMM, 4.5.4SF atölye ortamı makinesidir.