Dokładność współrzędnościowych maszyn pomiarowych na hali produkcyjnej
Dokładność współrzędnościowych maszyn pomiarowych (CMM) zależy od temperatury otoczenia , w którym przeprowadza się pomiary. Zmiana temperatury powoduje rozszerzenie i kurczenie, a w niektórych przypadkach nawet nierównomierną deformację liniałów, konstrukcji maszyny i mierzonych części.
Kontakt
Mimo przeprowadzanej na wiele sposobów kompensacji, zmiany zachodzące pod wpływem temperatury mogą skutkować zwiększeniem niepewności pomiarowej (powstaniem błędu pomiarowego), szczególnie w kontekście pomiarów przeprowadzanych na hali produkcyjnej, gdzie trudno kontrolować temperaturę. Już od dłuższego czasu utrzymuje się tendencja przenoszenia kontroli wymiarowej z laboratoriów z kontrolowaną temperaturą do hal produkcyjnych, dlatego bardzo ważne jest, aby zrozumieć, w jaki sposób temperatura wpływa na dokładność maszyny CMM.
Tradycyjnie zależność dokładności współrzędnościowej maszyny pomiarowej od temperatury określana była za pomocą wykresu temperatury, w którym centralna wartość wynosiła około 20°C (68°F). Na przykład producent mógł określić hipotetyczny maksymalny błąd graniczny dopuszczalny wskazania dla pomiaru rozmiaru (MPEE), zgodnie z normą ISO 10360-2, powyżej zakresu temperatury 18-22°C (64-72°F) jako:
MPEE = 3.0 + 3.0 * L / 1000
Przy czym MPEE podana jest w mikronach, a L stanowi pomiar długości w milimetrach.
Jeśli logicznie uzasadnione jest (zarówno dla producentów maszyn CMM, jak i ich użytkowników) określenie zależności dokładności maszyny pracującej w laboratorium od temperatury, logika ta zawodzi w przypadku maszyn działających w środowisku, w którym temperatura nie jest zbyt dobrze kontrolowana w perspektywie krótko- bądź długoterminowej.
Pojedynczy wykres temperatury (szeroki lub wąski) to dogodne rozwiązanie dla producenta maszyn CMM. Natomiast użytkownik otrzymuje od producenta jedynie ogólną informację o zmianach dokładności w zależności od temperatury. A przecież kupując maszynę przeznaczoną na halę produkcyjną niejako zakładamy, że będzie ona działać w środowisku, w którym temperatura otoczenia najprawdopodobniej będzie mieć wpływ na dokładność maszyny CMM.
Specyfikacje "schodkowe"
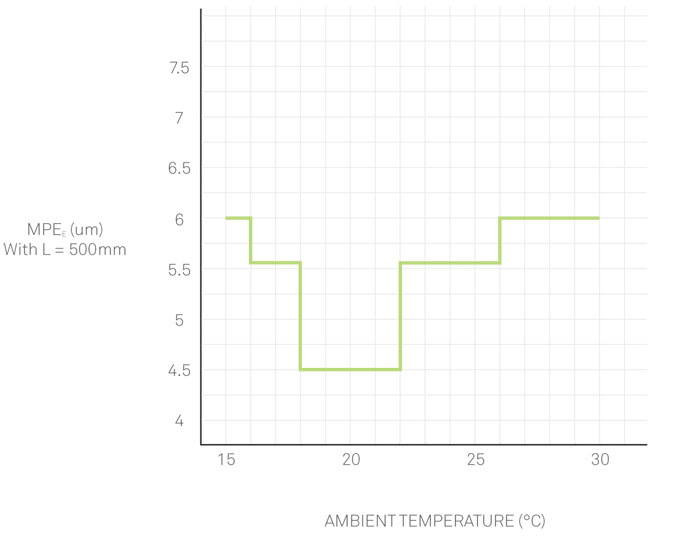
Producenci współrzędnościowych maszyn pomiarowych próbowali rozwiązać ten problem, określając dokładność na podstawie wielu wykresów temperatury. Ponownie załóżmy, że specyfikacje dokładności hipotetycznej współrzędnościowej maszyny pomiarowej są następujące:
MPEE = 3.0 + 3.0 * L / 1000 (18-22°C)
MPEE = 3.3 + 4.2 * L / 1000 (16-26°C)
MPEE = 3.5 + 5.0 * L / 1000 (15-30°C)
Długość pomiarowa L wynoszącą 500 mm, graficznie zostaje przedstawiona jako funkcja "schodkowa" temperatury otoczenia.
Ciągłe Specyfikacje Termiczne
Odwołując się do praw fizyki, gdy ramy pomiarowe rozszerzają się, kurczą i deformują pod wpływem temperatury, intuicyjnie wiemy, że ten rodzaj funkcji "schodkowej" jest niepoprawny i niedokładny. Urządzenia metrologiczne zazwyczaj nie przedstawiają zmian dokładności w formie funkcji schodkowej temperatury z nagłym pogorszeniem dokładności, gdy temperatura przekroczy pewną wartość progową. Gdyby tak było, zapewne nie chcielibyśmy wykorzystywać tych maszyn do pomiarów.
Mówiąc krótko - jeśli urządzenie stosowane jest w środowisku, w którym nie zapewniono odpowiedniej kontroli temperatury, wówczas konieczny jest bardziej szczegółowy opis dokładności pomiarowej maszyny CMM w zmiennej temperaturze otoczenia. Bardziej realną alternatywę stanowią specyfikacje dokładności w formie funkcji ciągłej temperatury otoczenia. Z pragmatycznego punktu widzenia metrologa lub kontrolera jakości rozwiązanie to jest to bardzo korzystne.
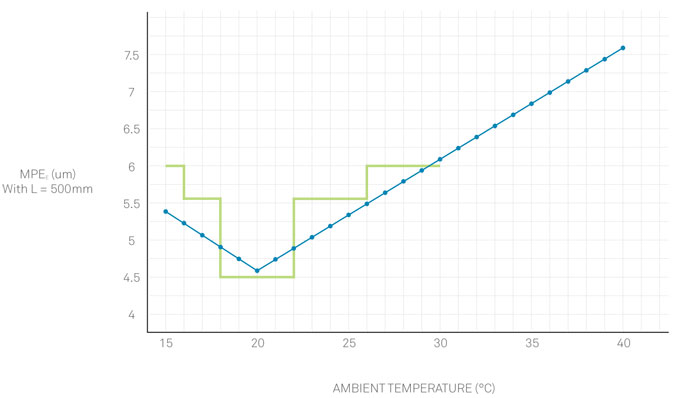
Aby przedstawić ten punkt widzenia, spójrzmy na obecnie stosowane współrzędnościowe maszyny pomiarowe. Dokładne obliczenia przeprowadzone dla przeznaczonej na halę produkcyjną współrzędnościowej maszyny pomiarowej 4.5.4 SF wykazały:
MPEE = 3.1 + 0.05 * ?T + (3.0 + 0.2 * ?T) * L / 1000 (15-40°C)
Przy czym "?T" oznacza odbicie temperatury otoczenia od 20°C.
Ponownie załóżmy, że długość pomiarowa to 500 mm i przeanalizujmy MPEE jako funkcję temperatury otoczenia. Tym razem otrzymamy bardziej " intuicyjny fizycznie" wynik, a jednocześnie bardziej użyteczny dla osoby znajdującej się na początku swojej metrologicznej drogi.
Ta użyteczność będzie jeszcze bardziej czytelna, gdy na tym samym wykresie przedstawimy poprzedni hipotetyczny przykład, gdzie działanie maszyny zostało opisane za pomocą szerokiego zakresu temperatur.
 Oprócz bardziej precyzyjnych informacji dotyczących dokładności maszyny CMM w przypadku wahań temperatury, stałe specyfikacje stanowią elegancką i kompaktową metodę określenia dokładności maszyny. Dodatkowym jej atutem jest to, że można ją dołączyć do automatycznego raportowania wyników pomiarowych.
Oprócz bardziej precyzyjnych informacji dotyczących dokładności maszyny CMM w przypadku wahań temperatury, stałe specyfikacje stanowią elegancką i kompaktową metodę określenia dokładności maszyny. Dodatkowym jej atutem jest to, że można ją dołączyć do automatycznego raportowania wyników pomiarowych.
Okresowe Wahania Temperatury
Kolejnym czynnikiem, który należy wziąć pod uwagę dostarczając specyfikacje rozszerzonego zakresu temperatur, stałe bądź nie, są dozwolone zmiany temperatury, które producent określa w danym przedziale czasowym. Zazwyczaj zmiany te są obserwowane w okresie 1- oraz 24 godzinnym. Dzięki tym specyfikacjom użytkownik maszyny dowie się, jak duże wahania temperatury dopuszczalne są w danych odstępach czasu, aby móc utrzymać określoną dokładność pomiarową. Większa dozwolona zmiana temperatury w danym przedziale czasowym oznacza, że maszyna lepiej sobie radzi ze zmiennymi warunkami termicznymi na hali produkcyjnej.
Praktyczne wskazówki dla maszyn CMM przeznaczonych na na halę produkcyjną
Gdy maszyna CMM ma działać na hali produkcyjnej, ważne jest, aby ocenić zadania pomiarowe, które mają zostać przeprowadzane za jej pomocą oraz wyznaczyć dozwolony "budżet" (poziom) niepewności. Następnie należy obliczyć dokładność maszyny, wykorzystując stałe specyfikacje termiczne dla wszystkich temperatur, które mogą zostać odnotowane w danym środowisku przemysłowym, upewniając się, że nie przekroczymy ogólnych godzinnych bądź dziennych wahań temperatury. Wynik, który otrzymamy, to spodziewana dokładność maszyny w dowolnym momencie dnia. Jeśli dokładność maszyny w każdym momencie jest akceptowana przez "budżet" niepewności, naprawdę możesz być zadowolony! Oznacza to, że maszyna może przeprowadzać pomiary przez cały dzień. Jeśli jednak wynik nie jest do zaakceptowania, należy rozważyć inne alternatywy, takie jak np. wykorzystywanie maszyny jedynie w wyznaczonym czasie bądź też obróbka części o "luźniejszych" tolerancjach, gdy na hali produkcyjnej jest najgoręcej.
Dzięki zastosowaniu na hali produkcyjnej współrzędnościowej maszyny pomiarowej ze stałymi specyfikacjami termicznymi, użytkownik otrzymuje pełniejszy obraz spodziewanej wydajności urządzenia w środowisku niekontrolowanym. To pozwala mu podjąć lepsze decyzje i zwiększyć zaufanie co do wiarygodności wyników. Jedną z takich współrzędnościowych maszyn pomiarowych przeznaczonych na halę produkcyjną jest 4.5.4SF.