Koordinaattimittauskoneen tarkkuus tuotantotiloissa
Koordinaattimittauskoneen (CMM) tarkkuus riippuu sen käyttöympäristön lämpötilasta. Lämpötilan muutokset saavat asteikot, koneen rakenteen ja mitattavat esineet laajenemaan, supistumaan ja joissakin tapauksissa vääristymään ei-lineaarisella tavalla.
Yhteystiedot
Koordinaattimittauskoneen (CMM) tarkkuus riippuu sen käyttöympäristön lämpötilasta. Lämpötilan muutokset saavat asteikot, koneen rakenteen ja mitattavat esineet laajenemaan, supistumaan ja joissakin tapauksissa vääristymään ei-lineaarisella tavalla.
Perinteisesti koordinaattimittauskoneen tarkkuuden lämpöriippuvuus on määritetty laajoilla lämpötila-alueilla painottuen noin 20 °C:seen (68°F). Valmistaja saattaa esimerkiksi määrittää hypoteettisen koordinaattimittauskoneen pituuden mittauksen suurimman sallitun virheen, MPEE, ISO 10360-2:n mukaisesti lämpötila-alueella 18-22 °C (64-72 °F) seuraavasti:
MPEE = 3,0 + 3,0 * L / 1000
Kaaviossa MPEE ilmoitetaan mikroneina ja L on mittauspituus millimetreinä.
Tämä on (sekä koordinaattimittauskoneen valmistajan että asiakkaan kannalta) looginen tapa määrittää koordinaattimittauskoneen tarkkuuden lämpöriippuvuus koneelle, jota käytetään laboratorio-olosuhteissa. Tämä logiikka ei kuitenkaan toimi koneille, jotka asennetaan ja joita käytetään ympäristössä, jossa lämpötilaa ei valvota huolellisesti lyhyellä eikä pitkällä aikavälillä.
Yksittäisen lämpötila-alueen määrittäminen (joko pitkä tai lyhyt) on kätevää koordinaattimittauskoneen valmistajan kannalta, mutta asiakkaan on tyydyttävä valmistajan varovaiseen eikä kovin tarkkaan arvioon siitä, miten koneen tarkkuus muuttuu lämpötilan muuttuessa. Useat asiakkaat kuitenkin hankkivat tuotantotiloihin tarkoitetun koneen juuri pystyäkseen sijoittamaan sen paikkaan, jossa ympäristön lämpötila suurella todennäköisyydellä tulee vaikuttamaan koordinaattimittauskoneen mittaustarkkuuteen.
Perinteisesti koordinaattimittauskoneen tarkkuuden lämpöriippuvuus on määritetty laajoilla lämpötila-alueilla painottuen noin 20 °C:seen (68°F). Valmistaja saattaa esimerkiksi määrittää hypoteettisen koordinaattimittauskoneen pituuden mittauksen suurimman sallitun virheen, MPEE, ISO 10360-2:n mukaisesti lämpötila-alueella 18-22 °C (64-72 °F) seuraavasti:
MPEE = 3,0 + 3,0 * L / 1000
Kaaviossa MPEE ilmoitetaan mikroneina ja L on mittauspituus millimetreinä.
Tämä on (sekä koordinaattimittauskoneen valmistajan että asiakkaan kannalta) looginen tapa määrittää koordinaattimittauskoneen tarkkuuden lämpöriippuvuus koneelle, jota käytetään laboratorio-olosuhteissa. Tämä logiikka ei kuitenkaan toimi koneille, jotka asennetaan ja joita käytetään ympäristössä, jossa lämpötilaa ei valvota huolellisesti lyhyellä eikä pitkällä aikavälillä.
Yksittäisen lämpötila-alueen määrittäminen (joko pitkä tai lyhyt) on kätevää koordinaattimittauskoneen valmistajan kannalta, mutta asiakkaan on tyydyttävä valmistajan varovaiseen eikä kovin tarkkaan arvioon siitä, miten koneen tarkkuus muuttuu lämpötilan muuttuessa. Useat asiakkaat kuitenkin hankkivat tuotantotiloihin tarkoitetun koneen juuri pystyäkseen sijoittamaan sen paikkaan, jossa ympäristön lämpötila suurella todennäköisyydellä tulee vaikuttamaan koordinaattimittauskoneen mittaustarkkuuteen.
Porrastetut spesifikaatiot
Yleensä koordinaattimittauskoneiden valmistajat ovat yrittäneet selvittää ongelman määrittämällä tarkkuuden useampien lämpötila-alueiden avulla. Hypoteettisen koordinaattimittauskoneen tarkkuus voidaan määrittää seuraavasti:
MPEE = 3.0 + 3.0 * L / 1000 (18-22°C)
MPEE = 3.3 + 4.2 * L / 1000 (16-26°C)
MPEE = 3.5 + 5.0 * L / 1000 (15-30°C)
Mittauspituuden L ollessa 500 mm tämä esitetään graafisesti ympäristön lämpötilan porrasfunktiona.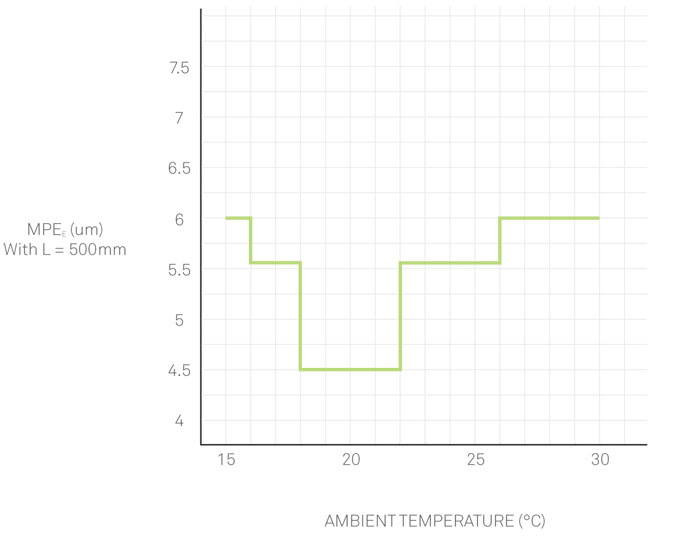
MPEE = 3.0 + 3.0 * L / 1000 (18-22°C)
MPEE = 3.3 + 4.2 * L / 1000 (16-26°C)
MPEE = 3.5 + 5.0 * L / 1000 (15-30°C)
Mittauspituuden L ollessa 500 mm tämä esitetään graafisesti ympäristön lämpötilan porrasfunktiona.
Jatkuvat lämpöspesifikaatiot
Kun huomioidaan metrologian runkojen laajentumiseen, supistumiseen ja vääristymiseen lämpötilan muuttuessa liittyvä fysiikka, on selvää, että tämän tyyppinen porrasfunktio on epätarkka. Metrologian rakenteet eivät tavallisesti esitä tarkkuudessa tapahtuvia muutoksia lämpötilan porrasfunktiona tarkkuuden heikentyessä välittömästi, kun lämpötila ylittää tietyn kynnysarvon. Tai jos ne olisivat olemassa, emme luultavasti haluaisi tehdä niillä mittauksia.
Koordinaattimittauskoneen tarkkuutta ympäristön lämpötilan vaihdellessa on pystyttävä kuvailemaan tarkemmin ympäristöissä, joissa lämpötilaa ei valvota riittävästi. Fysikaalisesti realistisempi vaihtoehto on tarkkuuden määrittäminen ympäristön lämpötilan jatkuvana funktiona. Metrologin tai laatuinsinöörin käytännön näkökulmasta se on myös huomattavasti hyödyllisempi tapa.
Katsotaanpa asian valaisemiseksi todellista koordinaattimittauskonetta. Tarkastele tuotantotilan koordinaattimittauskoneen 4.5.4 SF tarkkuuslauseketta:
MPEE = 3.1 + 0.05 * ∆T + (3.0 + 0.2 * ∆T) * L / 1000 (15-40°C)
Lausekkeessa ∆T merkitsee ympäristön lämpötilan lähtöä 20 °C:sta.
Tarkastellaanpa jälleen 500 mm:n mittauspituutta ja arvoa MPEE ympäristön lämpötilan funktiona. Tällä kertaa löytyy fysikaalisesti intuitiivisempi tulos, joka on myös metrologian käyttäjän kannalta hyödyllisempi.
Hyödyllisyys käy selvemmäksi, kun näytämme samassa kaaviossa aikaisemman hypoteettisen esimerkin, jossa suorituskyky määritettiin laajojen lämpötila-alueen sarjojen kautta.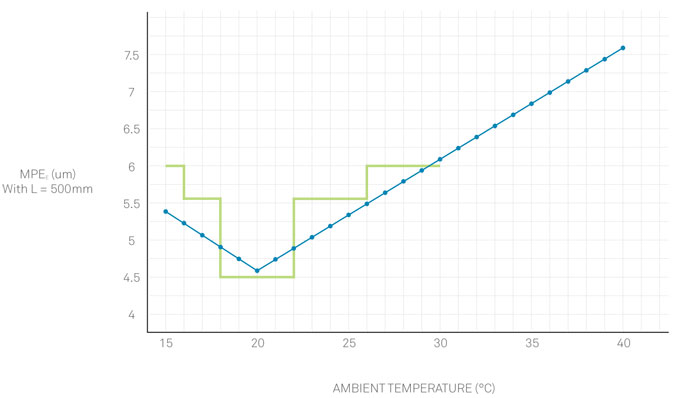
Jatkuva spesifikaatio antaa käyttäjälle tarkemman kuvan koordinaattimittauskoneen tarkkuudesta vaihtelevissa lämpötiloissa. Sen lisäksi se on koneen tarkkuuden spesifikaatioiden määrittämisen kompakti ja selkeä tapa ja soveltuu erityisen hyvin sisällytettäväksi mittaustulosten automatisoituun raportointiin.
Koordinaattimittauskoneen tarkkuutta ympäristön lämpötilan vaihdellessa on pystyttävä kuvailemaan tarkemmin ympäristöissä, joissa lämpötilaa ei valvota riittävästi. Fysikaalisesti realistisempi vaihtoehto on tarkkuuden määrittäminen ympäristön lämpötilan jatkuvana funktiona. Metrologin tai laatuinsinöörin käytännön näkökulmasta se on myös huomattavasti hyödyllisempi tapa.
Katsotaanpa asian valaisemiseksi todellista koordinaattimittauskonetta. Tarkastele tuotantotilan koordinaattimittauskoneen 4.5.4 SF tarkkuuslauseketta:
MPEE = 3.1 + 0.05 * ∆T + (3.0 + 0.2 * ∆T) * L / 1000 (15-40°C)
Lausekkeessa ∆T merkitsee ympäristön lämpötilan lähtöä 20 °C:sta.
Tarkastellaanpa jälleen 500 mm:n mittauspituutta ja arvoa MPEE ympäristön lämpötilan funktiona. Tällä kertaa löytyy fysikaalisesti intuitiivisempi tulos, joka on myös metrologian käyttäjän kannalta hyödyllisempi.
Hyödyllisyys käy selvemmäksi, kun näytämme samassa kaaviossa aikaisemman hypoteettisen esimerkin, jossa suorituskyky määritettiin laajojen lämpötila-alueen sarjojen kautta.
Jatkuva spesifikaatio antaa käyttäjälle tarkemman kuvan koordinaattimittauskoneen tarkkuudesta vaihtelevissa lämpötiloissa. Sen lisäksi se on koneen tarkkuuden spesifikaatioiden määrittämisen kompakti ja selkeä tapa ja soveltuu erityisen hyvin sisällytettäväksi mittaustulosten automatisoituun raportointiin.
Lämpötilan vaihtelu ajan mittaan
Toinen huomioitava tekijä silloin, kun varusteena on laajennettu, joko jatkuva tai ei jatkuva lämpötila-alueen määritys, ovat valmistajan määrittämät sallitut, ajan mittaan tapahtuvat lämpötilan muutokset. Tavallisesti se ilmaistaan 1 tunnin aikana tai 24 tunnin sisällä tapahtuvana muutoksena. Spesifikaatio ilmoittaa käyttäjälle, miten suuri lämpötilan vaihtelu on sallittu annetun aikavälin sisällä, jotta määritetty tarkkuus säilyisi. Suurempi sallittu muutos mainittuna ajanjaksona merkitsee, että kone pystyy selviytymään paremmin tuotantotilan lämpötilan vaihtelusta.
Käytännön neuvoja koordinaattimittauskoneen käytölle tuotantotiloissa
Kun päätetään käyttää koordinaattimittauskonetta tuotantotiloissa, on tärkeää arvioida suoritettavat mittaustehtävät ja suorittaa epävarmuuslaskenta. Laske koneen tarkkuus käyttämällä jatkuvaa lämpöspesifikaatiota kaikissa tuotantotilassa mahdollisesti esiintyvissä eri lämpötiloissa ja varmista, että kokonaislämpövaihtelu yhtä tuntia tai päivää kohti ei ylity. Tiedät silloin koneen odotettavissa olevan tarkkuuden päivän jokaisena ajankohtana. Jos koneen tarkkuus on aina hyväksyttävä epävarmuuslaskennan suhteen, hyvä juttu! Voit käyttää konetta koko päivän. Jos tarkkuus ei ole hyväksyttävä, sinun on harkittava muita vaihtoehtoja, joita ovat esimerkiksi koneen käyttäminen vain tiettyinä aikoina päivästä tai väljempien toleranssien osien ajaminen aikoina, jolloin tuotantotila on lämpimin.
Koordinaattimittauskoneen käyttö jatkuvalla lämpöspesifikaatiolla varustaa koordinaattimittauskoneen käyttäjän täydellisemmällä kuvalla koneen odotettavissa olevasta suorituskyvystä valvomattomassa ympäristössä. Tämä mahdollistaa helpomman päätöksenteon ja mittaustulosten paremman luotettavuuden. 4.5.4SF on yksi tällainen tuotantotiloihin tarkoitettu koordinaattimittauskone.
Koordinaattimittauskoneen käyttö jatkuvalla lämpöspesifikaatiolla varustaa koordinaattimittauskoneen käyttäjän täydellisemmällä kuvalla koneen odotettavissa olevasta suorituskyvystä valvomattomassa ympäristössä. Tämä mahdollistaa helpomman päätöksenteon ja mittaustulosten paremman luotettavuuden. 4.5.4SF on yksi tällainen tuotantotiloihin tarkoitettu koordinaattimittauskone.