Nauwkeurigheid van coördinatenmeetmachines op de werkvloer
De nauwkeurigheid van coördinatenmeetmachines (CMM) is afhankelijk van de omgevingstemperatuur. Door temperatuurschommelingen gaan de schalen, machinestructuur en gemeten voorwerpen uitzetten, krimpen en in sommige gevallen vervormen op niet-lineaire wijze.
Contact opnemen
De nauwkeurigheid van coördinatenmeetmachines (CMM) is afhankelijk van de omgevingstemperatuur. Door temperatuurschommelingen gaan de schalen, machinestructuur en gemeten voorwerpen uitzetten, krimpen en in sommige gevallen vervormen op niet-lineaire wijze.
Hoewel ze vaak op een aantal manieren gecompenseerd worden, kunnen deze veranderingen onder invloed van de temperatuur leiden tot significante meetonnauwkeurigheden, vooral bij metingen op de werkvloer, waar de temperatuur moeilijk te beheersen kan zijn. Met de steeds verdergaande trend van het verplaatsen van dimensionele inspecties van thermisch gecontroleerde metrologische laboratoria naar de werkvloer, wordt het steeds belangrijker om te weten hoe de temperatuur van invloed is op de nauwkeurigheid van CMM's.
Van oudsher wordt de thermische afhankelijkheid van de nauwkeurigheid van een CMM gespecificeerd met brede temperatuurzones van rond 20 °C. Zo kan een fabrikant voor een hypothetische CMM de maximaal toelaatbare fout ter indicatie voor een meting, MPEE, als volgt specificeren conform ISO 10360-2 binnen een temperatuurbereik van 18-22 °C:
MPEE = 3,0 + 3,0 * L / 1000
Waarbij MPEE in microns is en L de gemeten lengte in millimeters.
Hoewel dit een logische manier is (voor zowel de fabrikant van de CMM als de klant) om de temperatuurafhankelijkheid van de nauwkeurigheid van een CMM in een laboratoriumomgeving te specificeren, is deze manier niet houdbaar voor machines geplaatst en gebruikt in een omgeving waar de temperatuur niet goed beheerst wordt op lange en korte termijn.
Hoewel een specificatie binnen één temperatuurzone (of deze nu breed of smal is) handig is voor de fabrikant van de CMM, blijft de klant zitten met alleen de voorzichtige, maar niet erg gedetailleerde schatting van de fabrikant over hoe de nauwkeurigheid van de machine verandert met de temperatuur. Tenslotte is een belangrijke reden voor het aanschaffen van een machine voor op de werkvloer om deze op een plek te zetten waar de omgevingstemperatuur, naar alle waarschijnlijkheid, van invloed zal zijn op de meetnauwkeurigheid van de CMM.
Sprongsgewijze specificaties
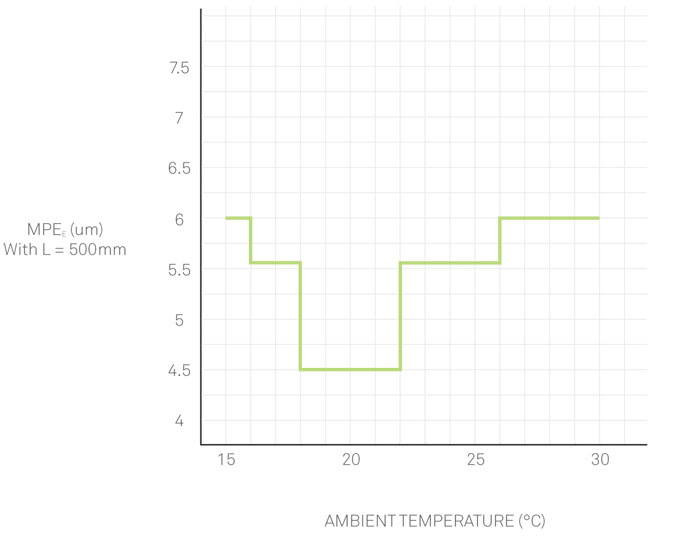
Doorgaans proberen CMM-fabrikanten dit probleem op te lossen door de nauwkeurigheid te specificeren binnen meerdere temperatuurzones. Laten we nog eens een hypothetische CMM nemen waarvan de nauwkeurigheid als volgt gespecificeerd wordt:
MPEE = 3,0 + 3,0 * L / 1000 (18-22°C)
MPEE = 3,3 + 4,2 * L / 1000 (16-26°C)
MPEE = 3,5 + 5,0 * L / 1000 (15-30°C)
Met een gemeten lengte L van 500 mm wordt dit grafisch weergegeven als een sprongfunctie van omgevingstemperatuur
Doorlopende thermische specificaties
Met het oog op de fysica bij het uitzetten, krimpen en vervormen van metrologische frames als gevolg van temperatuurschommelingen, voelen we intuïtief aan dat deze sprongfunctie onnauwkeurig is. Metrologische structuren laten normaal gesproken geen veranderingen in nauwkeurigheid zien als een sprongfunctie van temperatuur, met plotselinge afnamen in nauwkeurigheid wanneer de temperatuur een bepaalde grenswaarde overschrijdt. En als ze wel bestonden zouden we er waarschijnlijk geen metingen mee willen maken.
Er is duidelijk behoefte aan een gedetailleerdere beschrijving van de nauwkeurigheid van CMM's bij schommelende temperatuuromstandigheden in omgevingen zonder afdoende beheersing van de temperatuur. Een fysisch realistischer alternatief is de specificatie van nauwkeurigheid als continue functie van de omgevingstemperatuur. En vanuit praktisch oogpunt van meetspecialisten of kwaliteitsingenieurs is deze methode veel nuttiger.
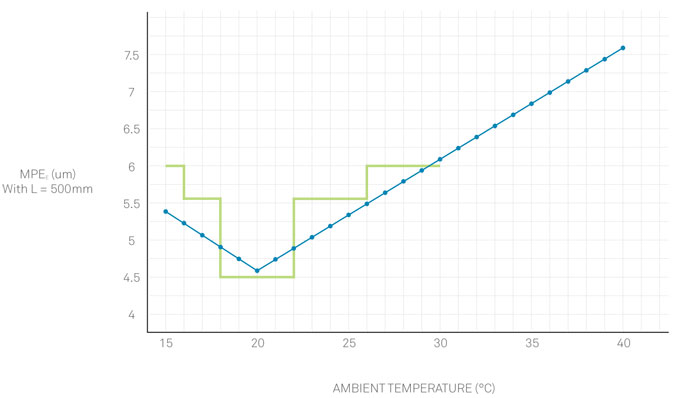
Laten we om ons punt te maken eens kijken naar een echte CMM. Kijk eens naar de nauwkeurigheidsverklaring van de werkplaats-CMM 4.5.4 SF.
MPEE = 3,1 + 0,05 * ?T + (3,0 + 0,2 * ?T) * L / 1000 (15-40°C)
Waarbij ∆T staat voor het vertrekpunt van de omgevingstemperatuur van 20°C.
Laten we nogmaals een gemeten lengte van 500 mm nemen en de MPEE in een grafiek zetten als functie van de omgevingstemperatuur. Deze keer zien we een fysisch intuïtiever resultaat dat veel bruikbaarder is voor de meetspecialist.
De bruikbaarheid wordt verder aangetoond als we in dezelfde grafiek het voorgaande hypothetische voorbeeld zetten waarbij de prestaties gespecificeerd werden met een aantal brede temperatuurzones.
 De gebruiker krijgt niet alleen een nauwkeuriger beeld van de nauwkeurigheid van de CMM bij variërende temperaturen, een continue specificatie is een compacte en elegante manier om de nauwkeurigheidsspecificaties van machines te definiëren en is met name geschikt om opgenomen te worden in de geautomatiseerde rapportage van meetresultaten.
De gebruiker krijgt niet alleen een nauwkeuriger beeld van de nauwkeurigheid van de CMM bij variërende temperaturen, een continue specificatie is een compacte en elegante manier om de nauwkeurigheidsspecificaties van machines te definiëren en is met name geschikt om opgenomen te worden in de geautomatiseerde rapportage van meetresultaten.
Temperatuurverschillen in de tijd
Een andere factor om rekening mee te houden bij het krijgen van een specificatie binnen een uitgebreid temperatuurbereik, al dan niet continu, zijn de aanvaardbare temperatuurverschillen die de fabrikant specificeert in de tijd. Normaal gesproken wordt dit uitgedrukt als de verandering binnen een periode van 1 uur en 24 uur. Met deze specificatie weet de gebruiker hoeveel temperatuurverschillen toegestaan zijn binnen een bepaalde tijdsinterval om de opgegeven nauwkeurigheidsprestaties te behouden. Een groter aanvaardbaar verschil binnen een bepaalde periode betekent dat de machine beter kan omgaan met wisselende thermische omstandigheden op de werkvloer.
Praktisch advies bij de ingebruikname van een CMM op de werkvloer
Wanneer u ervoor kiest een CMM op de werkvloer te gaan gebruiken, is het belangrijk om de meettaken te evalueren die uitgevoerd gaan worden en om een onzekerheidsbudget te berekenen. Bereken vervolgens de nauwkeurigheid van de machine met een continue thermische specificatie bij alle verschillende temperaturen die in uw werkplaats kunnen optreden om te controleren of u de totale thermische variatie per uur of per dag niet overschrijdt. Hiermee krijgt u de verwachte nauwkeurigheid van de machine op enig moment van de dag. Als de nauwkeurigheid van de machine steeds aanvaardbaar is voor uw onzekerheidsbudget is er geen probleem. U kunt uw machine de hele dag gebruiken. Als dit niet het geval is, moet u alternatieven overwegen, bijvoorbeeld door de machine alleen op bepaalde momenten van de dag te gebruiken of om onderdelen te meten met lossere toleranties op tijden dat de werkplaats het warmst is.
Het gebruik van een CMM met een continue thermische specificatie op de werkvloer geeft de gebruiker van de CMM een vollediger beeld van de verwachte prestaties van een machine in een niet-gecontroleerde omgeving. Dit maakt betere besluitvorming mogelijk en geeft meer vertrouwen in de meetresultaten. Een voorbeeld van zo'n CMM voor op de werkvloer is de 4.5.4SF.