Koordinatmätmaskinernas noggrannhet på verkstadsgolvet
Koordinatmätmaskinernas noggrannhet beror på miljöförhållandena där maskinen används. Ändringar i omgivningstemperaturen gör att skalorna, maskinkonstruktionen och föremålen som mäts kan expandera, sammandras och ibland förvridas på ett icke-linjärt sätt.
Kontakta oss
Koordinatmätmaskinernas noggrannhet beror på miljöförhållandena där maskinen används. Ändringar i omgivningstemperaturen gör att skalorna, maskinkonstruktionen och föremålen som mäts kan expandera, sammandras och ibland förvridas på ett icke-linjärt sätt.
Dessa termiska förändringar kompenseras ofta på olika sätt, men de kan leda till betydande mätosäkerhet, särskilt vid mätningar på verkstadsgolvet där temperaturen kan vara svår att styra. På grund av den starka trenden att flytta dimensionella kontroller från klimatkontrollerade mätlabb till verkstadsgolvet, har det blivit viktigare än någonsin att veta hur koordinatmätmaskinernas noggrannhet påverkas av temperaturen.
Tidigare har CMM-noggrannheten angivits genom att använda ett brett temperaturområde med en medelpunkt på ca 20 °C. En tillverkare kan exempelvis ange en hypotetisk koordinatmätmaskins maximala tillåtna felavvikelse vid storleksmätning (MPEE) enligt ISO 10360-2 i ett temperaturområde på 18–22 °C som:
MPEE = 3.0 + 3.0 * L / 1000
MPEE anges i mikrometer och L är den uppmätta längden i millimeter.
Det är visserligen ett logiskt sätt (för både CMM-tillverkaren och kunden) att ange temperaturens inverkan på CMM-noggrannheten för en maskin i en labbmiljö men logiken försvinner när maskinerna installeras och används i en miljö där temperaturen inte är kontrollerat vare sig på lång eller kort sikt.
Angivelse av ett temperaturområde (oavsett om det är brett eller smalt) är praktiskt för CMM-tillverkaren medan kunden får hålla till godo med tillverkarens försiktiga, men inte särskilt detaljerade, uppskattning av hur maskinens noggrannhet förändras med temperaturen. Ett av de främsta skälen som kunder köper maskiner för verkstadsgolvet är ju faktiskt att placera de just där omgivningstemperaturen med största sannolikhet kan påverka en koordinatmätmaskins mätnoggrannhet.
Stegvisa angivelser
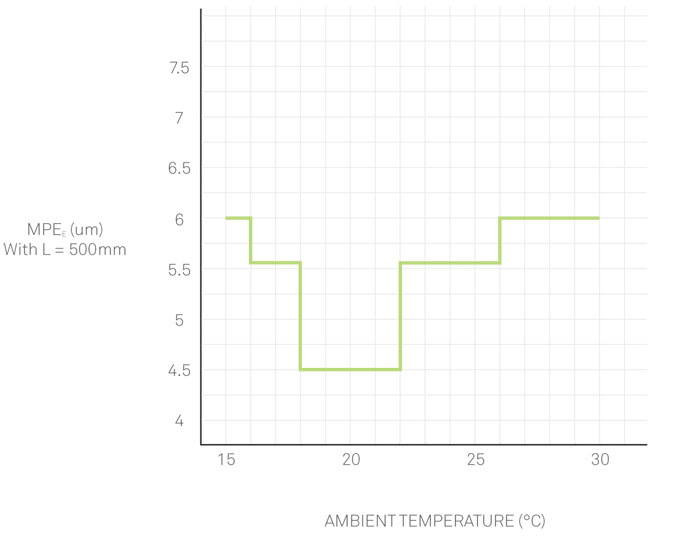
CMM-tillverkare har försökt att hantera detta problem genom att ange noggrannheten med flera olika temperaturområden. Tänkt dig åter en hypotetisk CMM med en noggrannhet som anges så här:
MPEE = 3.0 + 3.0 * L/1 000 (18–22 °C)
MPEE = 3.3 + 4.2 * L/1 000 (16–26 °C)
MPEE = 3.5 + 5.0 * L/1 000 (15–30 °C)
Med en mätlängd L på 500 mm kan detta skildras grafiskt som en stegvis funktion av omgivningstemperaturen
Kontinuerliga termiska angivelser
Med tanke på fysiken som är inblandad när metrologiramar utvidgas, dras samman och förvrids i takt med temperaturförändringarna vet vi instinktivt att denna slags stegvisa funktion är inkorrekt. Metrologistrukturer uppvisar normalt inte förändringar i noggrannheten som en stegvis funktion av temperaturen med omedelbara försämringar av noggrannheten så snart temperaturen går över ett tröskelvärde. Om det finns sådana metrologistrukturer vill vi inte använda dem för att mäta med.
Det behövs uppenbarligen en mer detaljerad CMM-noggrannhet för varierande temperaturförhållanden i miljöer som saknar klimatkontroll. Ett fysiskt realistiskt alternativ är angivelsen av noggrannheten som en kontinuerlig funktion av omgivningstemperaturen. Och det är oerhört mycket mer användbart ur en mätteknikers och kvalitetsingenjörs pragmatiska synvinkel.
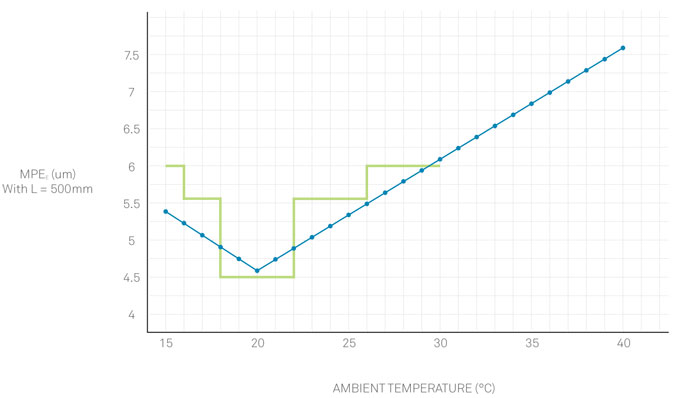
För att demonstrera det ska vi ta en titt på en verklig CMM. Titta på noggrannhetsangivelsen för koordinatmätmaskinen 4.5.4 SF för verkstadsgolvet:
MPEE = 3.1 + 0.05 * ?T + (3.0 + 0.2 * ?T) * L/1 000 (15–40 °C)
?T är omgivningstemperaturens avvikelse från 20 °C.
Föreställ dig åter en mätlängd på 500 mm och rita upp MPEE som en funktion av omgivningstemperaturen. Den här gången får vi ett mer fysiskt intuitivt resultat och ett som är mer användbart för en mättekniker.
Användbarheten demonstreras ytterligare när vi visar föregående hypotetiska exempel i samma diagram där noggrannheten anges för en rad breda värmeområden.
 Utöver att erbjuda användaren en mer precis bild av CMM-noggrannheten vid varierande temperaturer är den kontinuerliga angivelsen ett kompakt och elegant sätt att definiera maskinens noggrannhet som lämpar sig mycket väl för att ingå en automatiserad rapportering av mätresultatet.
Utöver att erbjuda användaren en mer precis bild av CMM-noggrannheten vid varierande temperaturer är den kontinuerliga angivelsen ett kompakt och elegant sätt att definiera maskinens noggrannhet som lämpar sig mycket väl för att ingå en automatiserad rapportering av mätresultatet.
Temperaturvariationer över tid
En annan faktor som måste tas med i beräkningen vid en utvidgad angivelse av temperaturområdet, kontinuerlig eller inte, är den tillåtna temperaturvariationen som tillverkaren anger över tid. Den uttrycks vanligtvis som förändring inom en period på 1 timme och på 24 timmar. Angivelsen meddelar användaren hur stor temperaturvariation som är tillåten under ett angivet intervall för att kunna upprätthålla den angivna noggrannheten. En större tillåten förändring under en viss period innebär att maskinen är bättre på att hantera föränderliga värmeförhållanden på verkstäder.
Praktiska råd för användning av koordinatmätmaskiner på verkstaden
När du väljer koordinatmätmaskin för att utföra mätningar i verkstaden, är det viktigt att utvärdera vilka mätuppgifter som ska utföras och beräkna en osäkerhetsbudget. Beräkna sedan maskinens noggrannhet med en kontinuerlig temperaturangivelse vid alla de temperaturer som kan uppstå i din verkstad för att kontrollera att du inte överskrider den totala temperaturvariationen per timme eller per dag. Det ger dig den förväntade noggrannheten för maskinen vid alla tider under dagen. Om maskinens noggrannhet är godtagbar utifrån din osäkerhetsbudget vid alla tider är det utmärkt! Du kan använda maskinen hela dagen. Om inte måste du överväga andra alternativ, som att bara använda maskinen vid särskilda tidpunkter under dagen eller köra detaljer med större toleranser när verkstaden är som varmast.
Om en CMM med kontinuerlig temperaturangivelse används i verkstaden får CMM-användaren en mer komplett bild av maskinens förväntade noggrannhet i en miljö som inte är kontrollerad. Det ger bättre beslutsfattande och pålitligare mätresultat. En sådan koordinatmätmaskin är 4.5.4SF för verkstadsgolvet.