EDGECAM Waveform
Grâce à une interaction constante avec les matériaux, réduisez le temps de cycle.

Optimisez le traitement des matériaux pour réduire le temps de cycle.
Capacités produit
Vue d'ensemble des fonctionnalités :
- Réduction de la durée de cycle
- Durée de vie accrue de l’instrument
- Prolonge les cycles de maintenance de la machine
- Maintient une charge de copeaux constante
- Coupe plus profonde et plus rapide
Interaction constante avec le matériau : Bien que le motif concentrique semble beaucoup plus simple à première vue, le problème réside dans le fait que l’instrument « creuse » dans chaque coin, provoquant une surcharge de l’instrument, ce qui réduit sa durée de vie ou entraîne sa rupture. En réalité, l’opérateur de la machine-outil peut devoir réduire la vitesse d’avance du cycle pour compenser et ainsi augmenter le temps de fabrication.
Comme Waveform maintient un engagement constant, la vitesse d’avance peut rester à la valeur optimale tout au long du cycle, ce qui garantira la durée de vie de l’instrument et réduira considérablement le risque de rupture de l’instrument.
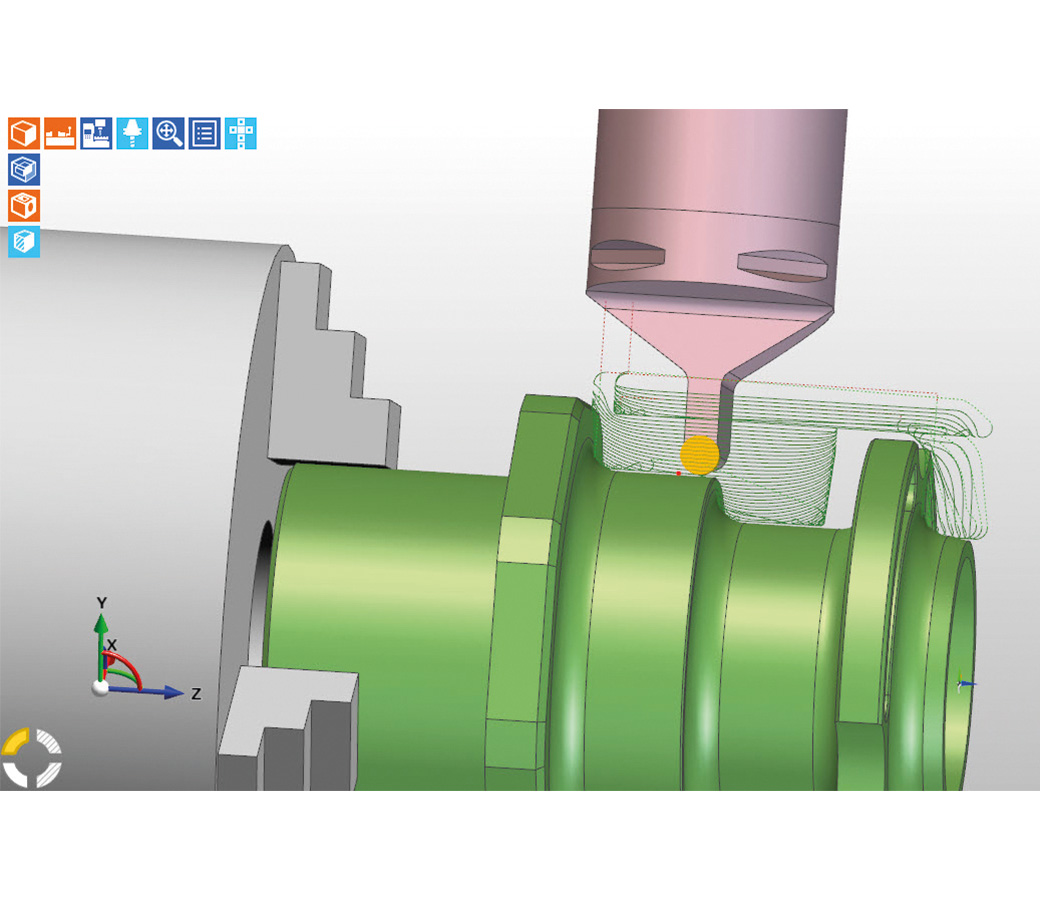
Le modèle Waveform : Pour maintenir une charge de copeaux constante, le cycle utilise la philosophie d’usinage « du brut à la pièce ». Cela réduit le nombre de coupes intermittentes, en particulier dans les régions externes, ce qui signifie que l’outil est engagé dans le matériau plus longtemps sans dégager l’instrument. En général, les cycles décalent généralement le composant jusqu’à ce qu’il rencontre le brut, ce qui peut entraîner la formation d’angles vifs et de trajectoires d’outil discontinues.
Pour les zones de poches, l'outil s'enfonce en hélice au centre et ouvre la poche afin de créer une coupe en spirale continue jusqu'à ce que le bord de la poche soit atteint. Les coins restants sont ensuite retirés.
Réglage automatique de l’engagement de l’instrument : Pour préserver l'engagement de l'outil et la charge de copeaux, la trajectoire de l'outil est automatiquement ajustée pour compenser.
L’engagement de l’instrument est augmenté lors de la découpe dans une zone concave. Le cycle ajuste le pas entre les passes pour compenser et maintenir l’engagement souhaité.
L’effet inverse se produit lors de la découpe d’une zone convexe. Au fur et à mesure que la matière s’éloigne, le pas du parcours-outil augmente pour maintenir l’engagement souhaité de l’instrument.
Trajectoire régulière de l'outil : En veillant à ce que le cycle produise une trajectoire d'outil tangente et régulière, il est possible de maintenir la vitesse de la machine et d'atteindre les vitesses d'avance souhaitées. Cela a également l’avantage de réduire les secousses et les vibrations sur la machine et le composant.
Lien avec le parcours-instrument : Les liens dans le cycle sont conscients des paramètres d’avance rapide et élevée de la machine-outil. Lorsque vous passez à la coupe suivante, le cycle choisit automatiquement la méthode la plus rapide pour atteindre ce point. Dans les zones localisées, l’instrument reste en profondeur, mais sur de longs déplacements, l’instrument se rétracte et se positionne rapidement.
Rester en profondeur : Lorsque l’instrument reste en profondeur, le parcours se déplacera automatiquement autour du brut si nécessaire. Les mouvements en profondeur peuvent se faire à grande vitesse et permettent à l'utilisateur de spécifier un petit retrait pour éviter que l'outil ne frotte sur le fond de la pièce.
Interface simple Nous avons veillé à ce que le cycle utilise autant que possible les informations contenues dans la pièce et le générateur de code et nous avons limité l'interface à trois modificateurs que l'utilisateur peut ajuster pour le modèle de forme d'onde. Ainsi, le cycle est facile à appliquer et il est intégré au cycle d’ébauche principal.
Usinage à pleine profondeur de coupe (usinage haute vitesse) : L’ébauche Waveform améliore considérablement l’ébauche standard en garantissant un enlèvement de matière constant, et ouvre également la voie à l’usinage à grande vitesse, en particulier pour les matériaux durs.
Couper le plus possible sur la longueur de la dent répartit l’usure uniformément sur toute la longueur de la dent, et non seulement sur la pointe. La profondeur de coupe radiale est réduite pour garantir une force de coupe constante, permettant au matériau coupé de s’échapper des dents. La durée de vie de l’instrument est encore plus longue, car la majeure partie de la chaleur est éliminée dans le copeau.
Voici un exemple de la vitesse de progression et de la profondeur de coupe que l'on peut obtenir dans les matériaux durs, en mesures métriques et impériales.
|
Matériaux |
Acier au carbone SS1650 |
Titane 6AL4V |
|
Outil |
Fraise 10 mm |
Fraise 1/2 pouce |
|
Profondeur de coupe |
20 mm |
3/4 pouce |
|
Pas |
10% |
10% |
|
Vitesse d’avance |
5 700 mm/min |
50 po/min |
|
Vitesse |
9 500 tr/min |
3128 rpm |