EDGECAM Waveform
Obtenha engajamento constante com materiais para reduzir o tempo de ciclo.

Obtenha engajamento constante com materiais para reduzir o tempo de ciclo.
Recursos do produto
Resumo dos recursos:
- Redução do tempo de ciclo
- Vida útil mais longa da ferramenta
- Prolonga os ciclos de manutenção da máquina
- Mantém constante a carga de aparas
- Corte mais rápido e profundo
Envolvimento constante com o material: Embora o padrão concêntrico pareça muito mais simples à primeira vista, o problema é que a ferramenta “cava” em cada canto, causando sobrecarga na ferramenta que leva à redução da sua vida útil ou quebra. Na realidade, o operador da máquina-ferramenta pode ter que reduzir a taxa de avanço do ciclo para compensar, o que aumenta o tempo de fabricação.
Como a forma de onda mantém um engate constante, a taxa de alimentação pode permanecer no valor ideal durante todo o ciclo. Isso melhora a vida útil da ferramenta e reduz muito o risco de quebra.
O padrão de forma de onda: Para manter uma carga de aparas constante, o ciclo usa a filosofia que a usinagem é feita de "material para peça". Dessa forma, a quantidade de cortes intermitentes é reduzida, principalmente em regiões externas, o que significa que a ferramenta fica engatada no material por mais tempo sem se levantar. Tradicionalmente, os ciclos costumam compensar o componente até que eles atinjam o material. Isso pode gerar cantos agudos e trajetórias descontínuas de ferramenta.
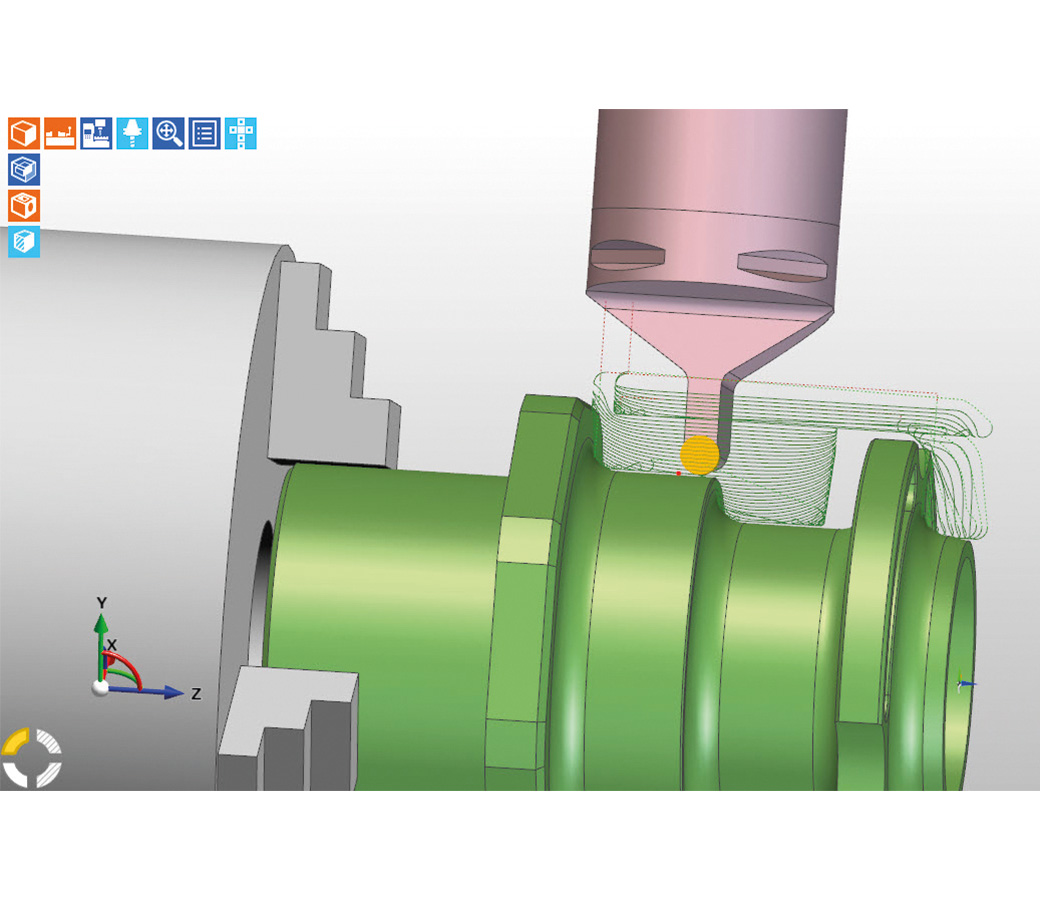
Para regiões de cavidades, a ferramenta fará um movimento helicoidal até chegar à profundidade no centro e abrirá a cavidade de modo que possa criar um corte espiral contínuo até atingir a borda da cavidade. Quaisquer cantos restantes serão removidos.
Ajuste automático para encaixe da ferramenta: Para manter o engate da ferramenta e a carga de aparas, a trajetória da ferramenta é ajustada automaticamente para compensar.
Ao cortar em uma área côncava, o engate da ferramenta é aumentado. O ciclo ajusta o incremento entre as passagens para compensar e manter o engate desejado.
Ao cortar uma área convexa, ocorre o efeito oposto. À medida que o material cai, o passo da trajetória da ferramenta aumenta para manter o engate desejado.
Trajetória suave da ferramenta: Ao garantir que o ciclo produza uma trajetória tangente suave da ferramenta, a velocidade da máquina pode ser mantida e as taxas de avanço desejadas podem ser alcançadas. Há também o benefício de reduzir a agitação e a vibração na máquina e nos componentes.
Atalho para a trajetória da ferramenta: Os links dentro do ciclo estão cientes das configurações de taxa de avanço alta e rápida para a máquina-ferramenta. Ao passar para o próximo corte, o ciclo escolherá automaticamente o método mais rápido para chegar a esse ponto. Em áreas localizadas, a ferramenta permanecerá em profundidade, mas em movimentos longos, a ferramenta se retrai e se posiciona rapidamente.
Permanecer na profundidade: Quando a ferramenta permanece em profundidade, a trajetória se move automaticamente ao redor do material quando necessário. Os movimentos em profundidade podem ser em avanço alto e permitem ao usuário especificar uma pequena retração para impedir que a ferramenta esfregue no fundo da peça.
Interface simples: Garantimos que o ciclo use as informações da peça e do Gerador de Código sempre que possível, e mantivemos a interface com apenas 3 modificadores que o usuário pode ajustar para o padrão de forma de onda. Isso garante que o ciclo seja fácil de aplicar e integrado ao ciclo de desbaste principal.
Usinagem de profundidade de corte total (usinagem de alta velocidade): O desbaste da forma de onda melhora muito o desbaste padrão, garantindo a remoção de um volume constante de material. Além disso, ele também possibilita a utilização de usinagem rápida, principalmente para materiais duros.
Cortar o máximo possível do comprimento da ranhura distribui o desgaste uniformemente ao longo de todo o comprimento da ranhura, em vez de apenas na ponta. A profundidade do corte radial é reduzida para garantir uma força de corte consistente, permitindo que o material de corte escape das ranhuras. A vida útil da ferramenta é prolongada ainda mais, pois a maior parte do calor é removida nas aparas.
Um exemplo da taxa de alimentação e profundidade de corte que pode ser alcançada em materiais duros, tanto em medições métricas quanto imperiais, está listado abaixo.
|
Material |
Aço carbono SS1650 |
Titânio 6AL4V |
|
Ferramenta |
Fresa de topo de 10 mm |
Fresa de topo de 1/2 polegada |
|
Profundidade do corte |
20 mm |
3/4 pol |
|
Avanço |
10% |
10% |
|
Taxa de alimentação |
5.700 mm/min |
50 pol/min |
|
Velocidade |
9.500 rpm |
3.128 rpm |