Progrès dans le domaine de la poursuite: réévaluation de la technologie laser tracker
Les avancées en termes de capacité et de logiciels généralisent l’utilisation des systèmes multi capteurs
Contact
Les laser trackers ont longtemps été les outils de métrologie portables plébiscités par des entreprises actives dans le domaine de l’aéronautique, de la construction automobile et d'autres secteurs fabriquant des pièces de grandes dimensions. Les applications de ces systèmes englobent l’inspection sur le site, l'alignement et l'assemblage assistés par la métrologie, le prototypage, la fabrication d’outils utilisés dans l’aéronautique, les mesures de caisses en blanc dans la construction automobile, la rétro conception et l'ajustement de pièces et d'assemblages de très grandes dimensions. Un système laser tracker excelle dans les applications de métrologie à grande échelle en termes de précision, de fiabilité et de durée de vie. Mais son premier avantage est sa portabilité. Le poids élevé, la grande taille et la longueur importante de certaines pièces empêchent de les traiter avec une machine à mesurer tridimensionnelle (MMT) classique.
![]() Par le passé, les laser trackers ont été considérés comme des outils coûteux et inabordables pour les petites entreprises. Les tâches d’alignement et de certification pour ces structures étaient réalisées avec des degrés de réussite variables, au moyen de solutions de fortune. Aujourd’hui, comme les spécifications des clients exigent des tolérances plus étroites, de l’ordre du centième de millimètre, les fabricants étudient l’emploi des laser trackers avec un regain d’intérêt. La documentation du processus d'assurance qualité est une autre tendance qui force les entreprises à réexaminer leurs procédures de mesure. Depuis l’introduction des laser trackers au début des années 1990, le développement du marché a fait baisser leur prix en augmentant ainsi leur accessibilité. De nombreuses avancées dans la technologie des laser trackers ont également porté l’attention sur un usage et des fonctionnalités plus étendus.
Par le passé, les laser trackers ont été considérés comme des outils coûteux et inabordables pour les petites entreprises. Les tâches d’alignement et de certification pour ces structures étaient réalisées avec des degrés de réussite variables, au moyen de solutions de fortune. Aujourd’hui, comme les spécifications des clients exigent des tolérances plus étroites, de l’ordre du centième de millimètre, les fabricants étudient l’emploi des laser trackers avec un regain d’intérêt. La documentation du processus d'assurance qualité est une autre tendance qui force les entreprises à réexaminer leurs procédures de mesure. Depuis l’introduction des laser trackers au début des années 1990, le développement du marché a fait baisser leur prix en augmentant ainsi leur accessibilité. De nombreuses avancées dans la technologie des laser trackers ont également porté l’attention sur un usage et des fonctionnalités plus étendus.
Un laser tracker est une machine à mesurer tridimensionnelle portable (MMTP) qui utilise un faisceau laser pour mesurer et inspecter avec précision les entités d’un objet dans un espace 3D. Le faisceau laser est envoyé à un rétro réflecteur à montage sphérique (SMR) pour mesurer les angles des deux axes mécaniques du tracker, à savoir l’axe azimutal et l’élévation, ou axe zénithal. Ces données sont alors combinées avec une distance du laser pour calculer une coordonnée X, Y, Z.
Les premiers ancêtres des laser trackers actuels se servaient d’interféromètres laser pour mesurer la distance et constituaient des outils laborieux. Chaque fois qu’un faisceau laser était interrompu, l’opérateur devait remettre le réflecteur sur la position de base du tracker. Ceci demandait beaucoup de temps et par conséquent aussi beaucoup d’argent, notamment si le réflecteur devait faire l’objet d’une réinitialisation sur une dizaine de mètres pendant le cycle de mesure. Certes, il existait des alternatives mais l’interruption répétée du faisceau n’était pas rare lorsque de nombreux obstacles se trouvaient sur la ligne de visée de l’outil, par exemple des opérateurs ou des câbles.

En 1995, un distance mètre absolu (ADM) a été incorporé dans les laser trackers et a révolutionné leur mode d’utilisation. En cas d’interruption du faisceau, l’opérateur n’était plus obligé de revenir à un emplacement connu pour « réinitialiser » l’instrument. L'opérateur relocalisait simplement le faisceau et continuait l’inspection. Lors de leur première itération, les ADM étaient à la fois lents et nettement moins précis que les interféromètres. La technologie a évolué rapidement, et aujourd'hui certains ADM présentent une précision même supérieure à celle des interféromètres avec lesquels on avait l’habitude de les comparer. Certains instruments intégraient même les deux technologies, ADM et interféromètre, et portaient le nom d’Absolute Interferometer ou AIFM.
Avec des laser trackers comme le Leica Absolute Tracker, ce n’est plus l’opérateur qui trouve le faisceau, mais le faisceau qui trouve l’opérateur. Une caméra PowerLock intégrée dans le tracker utilise un champ de vision conique pour détecter le réflecteur. Cette avancée accélère l’inspection, puisque l’opérateur a juste besoin d’être dans le voisinage du tracker pour verrouiller un faisceau sur un réflecteur.
Bien qu’extrêmement précis, un laser tracker se limite aux mesures réalisées dans sa ligne de visée. Sans ligne de visée nette, plusieurs déplacements du tracker peuvent s’avérer nécessaires pour accomplir une inspection complète sur une pièce ou un outil particulier. En dehors des pertes de temps qu’ils génèrent, les déplacements de station dégradent la précision des mesures, puisque les erreurs s’additionnent avec chaque mouvement. Pour résoudre ce problème, on a introduit des accessoires de mesure portatifs.
Le fonctionnement des accessoires portatifs de laser trackers se base sur le principe de la surveillance d’une structure connue de diodes infrarouges sur un palpeur ou un scanner. Lors du palpage d’un point, le laser tracker calcule la position X, Y, Z du palpeur, alors qu’une caméra calcule les valeurs de rotation RX, RY, RZ du palpeur. Les deux sont combinés pour fournir des données à 6 degrés de liberté (6 DoF). Ces outils proposent de toutes nouvelles fonctionnalités et innovations qui étaient impossibles sur les générations précédentes de laser trackers.
1. Pas de mouvement de station exigé
En cas d’utilisation de la technologie portative, aucune ligne de visée directe n’est nécessaire vers le point de mesure. Grâce à ce perfectionnement, on peut installer le laser tracker sur un emplacement pour mesurer toute la pièce dans un volume sphérique jusqu'à 100 mètres environ. Le maintien du laser tracker dans sa position aide à garantir la précision et l'intégrité des données. C’est un avantage sur de grands objets avec des entités non apparentes, puisqu’un palpeur portatif ou un scanner peut être manipulé pour recueillir des données 3D à l’intérieur d’une pièce ou derrière, et même à l’envers.
2. Les SMR deviennent optionnels
Les rétro réflecteurs à montage sphérique, également appelés cubes d'angle, ont de petites dimensions et tombent, se cassent ou se déplacent souvent. Il peut être difficile de les utiliser, notamment dans des applications complexes, où un opérateur peut être amené à tenir une barre. Ils ont aussi avoir une plage de mesure limitée. En cas d’utilisation d’un cube d’angle, le faisceau d’un laser tracker doit pénétrer à un angle inférieur ou égal à ±22 degrés. Avec un palpeur portatif, l’angle d’incidence peut être étendu à ± 45 degrés, ce qui facilite les inspections et les accélère considérablement.
En outre, les kits de cibles utilisés en combinaison avec des rétro réflecteurs peuvent constituer une source d’erreur. Une erreur courante est la confusion entre les dimensions du système impérial et du système métrique. Par exemple, il est impossible de distinguer au niveau optique une monture de réflecteur de 25 mm d’une monture de 1 pouce (25,4 mm).

3. Les accessoires portatifs interagissent avec le laser tracker
Les palpeurs portatifs comportent plusieurs éléments de commande de chaque côté de l’appareil pour l’acquisition de coordonnées 3D et l’interaction avec le logiciel de mesure. Ces éléments de commande permettent de gagner du temps puisque l’opérateur n’a pas besoin de retourner à l'ordinateur pour saisir des données. Ceci peut réduire la main-d’œuvre, étant donné qu’une seule personne est nécessaire pour les mesures.
Certains systèmes de poursuite laser permettent de saisir des informations avec une télécommande. Mais, ils ne fournissent pas le feedback en temps réel indispensable pour s'assurer que l’inspection s’est effectuée correctement. Un système muni d’une télécommande est également un inconvénient dans des applications à accessibilité restreinte.
4. Les applications de scanning s'améliorent
Par le passé, le seul moyen de scanner une pièce avec un laser tracker consistait à frotter un SMR sur sa surface. Pour que les applications bénéficient des avantages du scanning laser, des scanners portatifs pouvant recueillir des centaines de milliers de points par seconde sont suivis par le laser tracker pour permettre la création de grands nuages de points intrinsèquement précis sur de grands volumes. Au moyen de cette technologie, une interrogation instantanée du modèle CAO est possible, permettant ainsi de faire passer le temps d’inspection de quelques jours à quelques heures.
5. Les fixations deviennent flexibles
Si l’on ne connaît pas la position absolue d’un objet dans l’espace, des fixations peuvent s’avérer nécessaires pour maintenir la pièce à inspecter. Les essais de conception exigent des changements de fixation qui peuvent s’avérer coûteux et laborieux. La possibilité d’inspecter tous les côtés d'un objet permet de créer des modèles mathématiques dans le logiciel, essentiellement des fixations virtuelles. L’opérateur peut alors manipuler les modèles dans un environnement virtuel plutôt que de créer de nouvelles fixations physiques. Les ingénieurs de conception tirent profit d’une augmentation de la variation des produits dans un cycle d'assemblage donné, de capacités de prototypage à grande échelle, d'économies en matière de coûts de matériel et d’une commercialisation plus rapide du produit.
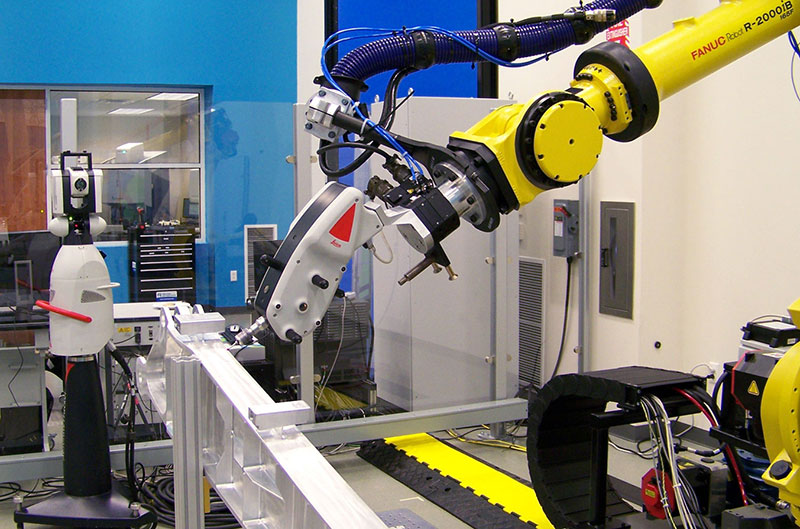
6. Automatisation des systèmes robotiques
Les systèmes de laser tracker facilitent l'automatisation des robots et permettent d’utiliser des robots plus économiques et moins précis pour des applications de plus haute précision. Les cubes d’angle sont capables d'assister un laser tracker dans la calibration d’un robot industriel en tenant compte des longueurs de liaison, des angles de torsion, des positions zéro des articulations, des décalages de liaison et des paramètres de rigidité.
Une autre façon d’automatiser un robot est de le guider vers les positions requises en utilisant 6 degrés de liberté. Cette aptitude permet aux fabricants de robots de corriger l’effecteur du robot pendant un cycle de calibration en utilisant moins de poses. Elle permet aussi de connaître l’emplacement exact du centre d’outil (TCP) en temps réel.
Pour finir, l'automatisation de robots industriels est possible avec l’inspection de pièces de grandes dimensions sur la machine. À cet effet, on peut se représenter le robot comme un opérateur qui accomplit des opérations extrêmement répétitives. Bien que le robot déplace un outil portatif sur la pièce pour l’inspecter, les mesures sont enregistrées par le laser tracker, et non par la machine. Il en résulte que la précision des résultats se base sur la précision du laser tracker, et non sur la machine-outil à CN, moins précise.
Comme la technologie du laser tracker est devenue plus abordable, les laser trackers eux-mêmes se sont allégés, ont perdu en taille, gagné en vitesse et en convivialité. Des éléments de scanning portatifs, de palpage et de commande de la machine ont augmenté la flexibilité du laser tracker, et le domaine d'application s’est considérablement élargi. Des options comme l'alimentation par batterie et la protection IP54 ont permis aux laser trackers d’intervenir dans des applications impensables jusque-là. Comme cette technologie est de plus en plus sollicitée, elle est devenue abordable pour les plus petits ateliers de sous-traitance. Les laser trackers méritent d’être reconsidérés par un public plus large.
