Sledování pokroku: Zhodnocení technologie systémů Laser Tracker
Pokroky v možnostech a softwaru činí z multisenzorových technologií hlavní proud
Kontakty
Laser tracker systémy byly dlouhou dobu preferované přenosné měřicí nástroje u společností působících v leteckém a automobilovém průmyslu a v jiných sektorech velkosériové výroby. Aplikace pro tyto systémy zahrnují kontrolu přímo na místě, vyrovnání a montáž s pomocí měřicích přístrojů, výrobu prototypů, obrábění v leteckém průmyslu, měření surových automobilových karosérií, zpětnou analýzu a lícování velkých dílů a sestav. Systémy laser tracker jsou na špici co se týče přesnosti, spolehlivosti a odolnosti pro velké měřicí aplikace. Ano, jejich primární výhodou je přenosnost. Již samotná hmotnost, velikost a délka některých dílů znemožňuje, aby byly měřeny pomocí tradičních souřadnicových měřicích strojů (SMS).
![]()
V minulosti byly laser tracker systémy považovány pro malé organizace za příliš drahé. Kvůli tomu prováděly vyrovnání a certifikaci s různou úrovní úspěchu pomocí provizorních řešení. Dnes, když specifikace zákazníků vyžadují přísnější tolerance v rozsahu tisícin palce, zkoumají výrobci možnost použití laser tracker systémů s obnoveným zájmem. Dokumentování procesů kontroly kvality je dalším trendem, který nutí společnosti přehodnocovat jejich měřicí postupy. Od jejich počátků na začátku 90. let minulého století stlačil dozrávající trh ceny laser tracker systémů dolů a tím zlepšil jejich dostupnost. Významné pokroky v technologii laser tracker systémů rovněž přitáhly větší pozornost k jejich rozšířenému využití a funkcím.
Laser tracker systém je přenosný souřadnicový měřicí stroj (PSMS), který využívá laserový paprsek k přesnému měření a kontrole prvků objektu v trojrozměrném prostoru. Laserový paprsek je vysílám na sféricky namontovaný reflektor (SMR) a umožňuje měřit úhly ze dvou mechanických os trackeru, azimutální osy a výškové nebo zenitové osy. Tato data se potom zkombinují se vzdáleností od laseru k výpočtu souřadnic X, Y, Z.
Raní předchůdci dnešních laser tracker systémů používali k měření vzdálenosti laserové interferometry, což bylo nezáživné a časově náročné. Při každém přerušení laserového paprsku musel operátor vrátit odrazku do výchozí polohy. Tím se ztrácel čas, a v důsledku toho peníze, zvláště když byla odrazka během měřicího cyklu mimo až o 20 – 30 stop. Existovaly snahy o nápravu, ale bylo běžné, že se paprsek přerušoval opakovaně, když měl nástroj v záměrné přímce řadu překážek, např. osob nebo kabelů.
 V roce 1995 byl do laser tracker systémů zakomponován ADM (absolute distance meter) a revolučním způsobem se změnil způsob jejich použití. V případě přerušení paprsku se již operátor nemusel vracet na známé místo a „resetovat“ jednotku. Jednoduše paprsek přemístil a pokračoval v kontrole. V první iteraci byly ADM pomalé a značně nepřesnější než interferometry. Ale technologie se velmi rychle vyvíjela a dnes jsou na trhu ADM, které jsou dokonce ještě přesnější než interferometry, se kterými byly kdysi srovnávány. Do některých jednotek byly dokonce zabudovány jak technologie ADM, tak interferometr, a vznikla jedna měřicí jednotka zvaná Absolutní interferometr neboli AIFM.
V roce 1995 byl do laser tracker systémů zakomponován ADM (absolute distance meter) a revolučním způsobem se změnil způsob jejich použití. V případě přerušení paprsku se již operátor nemusel vracet na známé místo a „resetovat“ jednotku. Jednoduše paprsek přemístil a pokračoval v kontrole. V první iteraci byly ADM pomalé a značně nepřesnější než interferometry. Ale technologie se velmi rychle vyvíjela a dnes jsou na trhu ADM, které jsou dokonce ještě přesnější než interferometry, se kterými byly kdysi srovnávány. Do některých jednotek byly dokonce zabudovány jak technologie ADM, tak interferometr, a vznikla jedna měřicí jednotka zvaná Absolutní interferometr neboli AIFM.
U některých laser tracker systémů, například Leica Geosystems AT901 Absolute Tracker (Hexagon Metrology, North Kingstown, RI), operátor nehledá paprsek, nýbrž paprsek hledá operátora. Kamera PowerLock integrovaná do trackeru používá kónické zorné pole, aby zachytilo odrazku. Tento pokrok zkrátil dobu kontroly, protože operátorovi stačí, aby byl v blízkosti trackeru a paprsek bude zachycen odrazkou.
Ačkoli je laser tracker systém mimořádně přesný, jeho měření je omezené na záměrnou přímku. Bez zřejmé záměrné přímky může být zapotřebí více pohybů trackeru, aby byla dokončena úplná kontrola jednoho nástroje nebo dílu. Kromě mrhání drahocenným časem snižují pohyby stanice přesnost měření, protože každým pohybem se zvětšuje souhrnná chyba. Řešením tohoto nedostatku bylo zavedení příslušných měřicích příslušenství.
Příruční příslušenství laser tracker systému funguje tak, že monitoruje známý vzorek infračervených diod na sondě nebo skeneru. Při zachycení bodu tracker vypočítá pozici X, Y, Z sondy, zatímco kamera počítá hodnoty rotace sondy RX, RY, RZ. Obě hodnoty se zkombinují do dat 6 stupňů volnosti (6 DoF). Tyto nástroje poskytují celou škálu nových možností a inovací, které nebyly u předchozích generací laser tracker systémů dostupné.
1. Nejsou zapotřebí žádné pohyby stanice
Při používání příruční technologie není pro měření bodu zapotřebí žádná záměrná přímka. Na základě těchto pokroků lze tracker nastavit do jedné polohy a změřit celý díl v objemu koule až do rozměru 100 m. Udržení trackeru v původní poloze pomáhá zajistit přesnost a integritu dat. To je výhodou u velkých objektů se skrytými prvky, protože s příruční sondou nebo skenerem lze manipulovat a shromáždit 3D data uvnitř dílu nebo za ním a dokonce i vzhůru nohama.
2. SMR je volitelný doplněk
Sféricky namontované reflektory, označované rovněž jako rohové kostky, jsou malé a často mohou spadnout z výšky na zem, rozbít se nebo je někam založíte. Jejich používání může být náročné, zvláště v náročných aplikacích, kdy operátor potřebuje mít volnou ruku, kterou se drží zábradlí. Také mají omezený měřicí dosah. Při používání rohové kostky musí paprsek z laser tracker systému vstupovat pod úhlem ±22 stupňů nebo menším. V případě příruční sondy se úhel dopadu rozšiřuje na ±45 stupňů, což usnadňuje kontroly a výrazně zvyšuje rychlost.
Kromě toho cílové sady, které se používají společně s odrazkami, mohou vytvořit zdroj potenciálních chyb. Běžnou chybou je záměna imperiálních a metrických jednotek. Například 25mm držák odrazky nelze vizuálně rozlišit od velikosti 1 palec (25,4 mm).
 3. Příruční jednotky komunikují s trackerem
3. Příruční jednotky komunikují s trackerem
Příruční sondy obsahují více ovládacích prvků na obou stranách zařízení pro pořízení 3D souřadnicových dat a komunikaci s měřicím softwarem. Tyto ovládací prvky jsou prvkem šetřícím čas, protože operátor nemusí kvůli zadávání dat přecházet k počítači. Tím se potenciálně šetří pracovní síla, protože k provádění měření stačí jedna osoba místo dvou.
Některé laser tracker systémy umožňují zadávat informace pomocí dálkového ovládání. Nicméně neposkytují potřebnou zpětnou vazbu v reálném čase, aby bylo zajištěno, že kontrola byla správně dokončena. Systém s dálkovým ovládáním je ovšem rovněž nevýhodný v aplikacích s omezenou dostupností.
4. Skenovací aplikace se zkvalitňují
V minulosti bylo jedinou možností jak naskenovat díl pomocí laser tracker systému, „otírat“ SMR po celém povrchu. U aplikací, které těží z laserového skenování, mohou příruční skenery načíst laser tracker systémem statisíce bodů za sekundu, což umožní přesně změřit ohromné mraky bodů ve velkých objemech. Pomocí této technologie lze podrobně vytvořit CAD model během procesu, což zkrátí dobu kontroly z dnů na několik hodin.
5. Upínací prvky jsou flexibilní
Bez znalosti absolutní polohy objektu v prostoru budou zapotřebí upínací prvky, které díl drží během kontroly. Iterace designu vyžadují změny upínacích prvků, které mohou být nákladné a časově náročné. Schopnost zkontrolovat všechny strany objektu umožňuje vytvoření matematických modelů v softwaru a tudíž vytvoření virtuálních upínacích prvků. Operátor potom může manipulovat s modely ve virtuálním prostředí, místo aby musel vytvářet nové upínací prvky v reálném prostředí. Konstruktéři výrazně těží z rozšíření variací produktu v daném montážním cyklu, možností výroby velkých prototypů, úspor materiálových nákladů a rychlejšího uvedení produktu na trh.
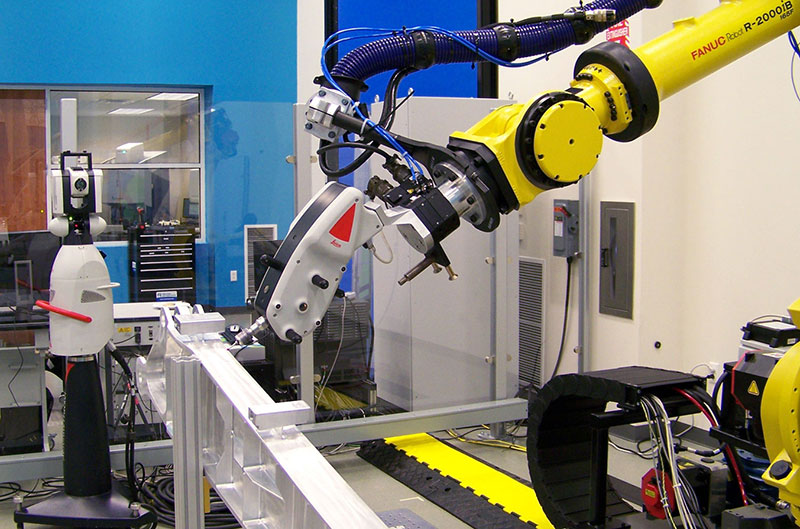
6. Automatizace robotických systémů
Laser tracker systémy usnadňují robotickou automatizaci a umožňují použít méně přesné, levnější roboty v aplikacích s vyšší přesností. Rohové kostky mohou pomoci laser tracker systému kalibrovat průmyslový robot tím, že uváží délky spojek, úhly zkroucení, nulové body kloubů, posuny spojek a parametry tuhosti.
Další cestou automatizace robota je navést ho do požadovaných pozic pomocí 6 stupňů volnosti. Tato schopnost umožňuje výrobcům robotů opravit koncový efektor robota během kalibračního cyklu pomocí méně poloh. Rovněž umožňuje zjistit přesnou polohu středu obrábění (TCP) v reálném čase.
Posledním krokem automatizace průmyslových robotů je zajistit kontrolu nadměrných dílů ve stroji. Nejsnadnějším způsobem, jak ho ilustrovat, je představit si robota jako nesmírně opakovatelného operátora. Přestože příručním zařízením pohybuje při kontrole dílu robot, měření zaznamenává nikoli stroj, ale laser tracker systém. Tím je zajištěna přesnost výsledků na základě přesnosti trackeru, nikoli méně přesného NC stroje.
 Jak se technologie laser tracker systémů stala ekonomicky dostupnější, samotné systémy jsou také menší, lehčí, rychlejší a čím dál víc uživatelsky komfortnější. Produkty pro příruční skenování, používání sond a ovládání strojů zvýšily flexibilitu laser trackerů a počet aplikací exponenciálně vzrostl. Možnosti jako je provoz na baterie a krytí IP54 (Ingress Protection) umožnily dnešním laser tracker systémům proniknout na místa, která se pro ně zdála být naprosto nedostupná. Jak se rozšiřuje poptávka po této technologii, její dostupnost se rozšířila už i do segmentu těch nejmenších dílen. Laser tracker systémy si zaslouží zvýšenou pozornost většího publika.
Jak se technologie laser tracker systémů stala ekonomicky dostupnější, samotné systémy jsou také menší, lehčí, rychlejší a čím dál víc uživatelsky komfortnější. Produkty pro příruční skenování, používání sond a ovládání strojů zvýšily flexibilitu laser trackerů a počet aplikací exponenciálně vzrostl. Možnosti jako je provoz na baterie a krytí IP54 (Ingress Protection) umožnily dnešním laser tracker systémům proniknout na místa, která se pro ně zdála být naprosto nedostupná. Jak se rozšiřuje poptávka po této technologii, její dostupnost se rozšířila už i do segmentu těch nejmenších dílen. Laser tracker systémy si zaslouží zvýšenou pozornost většího publika.
