VISI Machining 3D
Percorsi utensile 3D intelligenti con routine di fresatura ad alta velocità

Fresatura affidabile ed efficiente
Lavora i pezzi 3D più complessi con percorsi utensile intelligenti, fluidi e ottimizzati.
Vuoi saperne di più?
Caratteristiche del prodotto
Caratteristiche:
- Ampia gamma di interfacce CAD
- Libreria di strumenti completa
- Tecnologia di sgrossatura adattiva
- Operazione di ripresa in sgrossatura
- Strategie di finitura combinate
- Fresatura di angoli ripidi e poco profondi
- Protezione completa per utensili e supporti
- Movimenti del percorso utensile ottimizzati ad alta velocità
- Simulazione cinematica completa
- Postprocessori personalizzabili
- Codice NC affidabile ed efficiente
- Supporto per processori multi-threading.
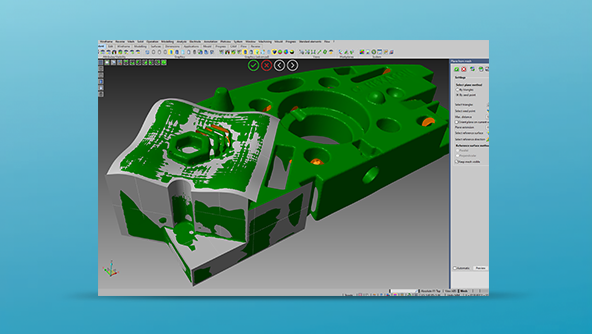
Ampia gamma di interfacce CAD e potente modellazione
VISI supporta direttamente file Parasolid, IGES, CATIA, Creo, UG-NX, STEP, Solid Works, Solid Edge, Inventor, ACIS, DXF, DWG, JT Open, STL e VDA. Grazie alla vasta gamma di convertitori, gli operatori riescono a lavorare con i dati di quasi tutti i fornitori. Le aziende che lavorano con progetti complessi trarranno vantaggio dalla semplicità di manipolazione dei dati CAD dei loro clienti. VISI supporta direttamente i dati wireframe, solidi, superficiali e mesh o una combinazione di tutti e quattro, fornendo all'utente gli strumenti per lavorare con qualsiasi dato CAD o per rimodellare rapidamente parti pronte per la lavorazione, sfruttando appieno la potenza della modellazione ibrida di superfici e solidi.Libreria di utensili completa con supporti, parametri di taglio e utensili gemelli
I cataloghi di utensili, supporti, prolunghe, adattatori, velocità di memorizzazione, avanzamenti, profondità di taglio ottimale, valori di passo e offset degli utensili, nonché le lunghezze degli utensili e dei calibri possono essere selezionati da librerie definibili dall'utente. Per i cicli di lavorazione più lunghi, VISI tiene traccia della quantità di lavorazione completata. Al raggiungimento della durata specificata, il sistema richiama automaticamente un utensile gemello, riducendo al minimo il rischio di danneggiare il pezzo in lavorazione a causa di utensili usurati o rotti.
Utensili conici supportati su tutti i cicli
Se i modelli sono privi di sformo, è possibile utilizzare utensili conici per lavorare le bozze direttamente sul modello. Gli utensili diritti richiedono la modifica del modello per aggiungere l'angolo di sformo corretto prima di iniziare la lavorazione. L'aggiunta di sformi alla geometria importata può spesso essere un'operazione molto difficile e dispendiosa in termini di tempo.
Controllo della collisione del portautensili
Il controllo dell'utensile e del supporto rispetto al modello fornisce un avviso di potenziale collisione, insieme a informazioni rilevanti sulla lunghezza dell'utensile necessaria per completare il lavoro. Limitando l'inviluppo di taglio Z dell'utensile, è possibile utilizzare più utensili per lavorare una cavità, sfruttando la rigidità degli utensili più corti per rimuovere la maggior parte del materiale.
Interfaccia intuitiva
Una semplice struttura ad albero facilita la navigazione tra le operazioni di lavorazione. I parametri di lavorazione per la profondità di taglio, lo step over, l'angolo di rampa, ecc. vengono inseriti tramite un'interfaccia altamente grafica. I valori più comunemente utilizzati possono essere memorizzati come impostazioni predefinite, consentendo all'operatore di utilizzare un metodo di lavorazione coerente con lo standard aziendale. Una guida in linea al contesto guiderà il programmatore attraverso le opzioni di lavorazione disponibili.
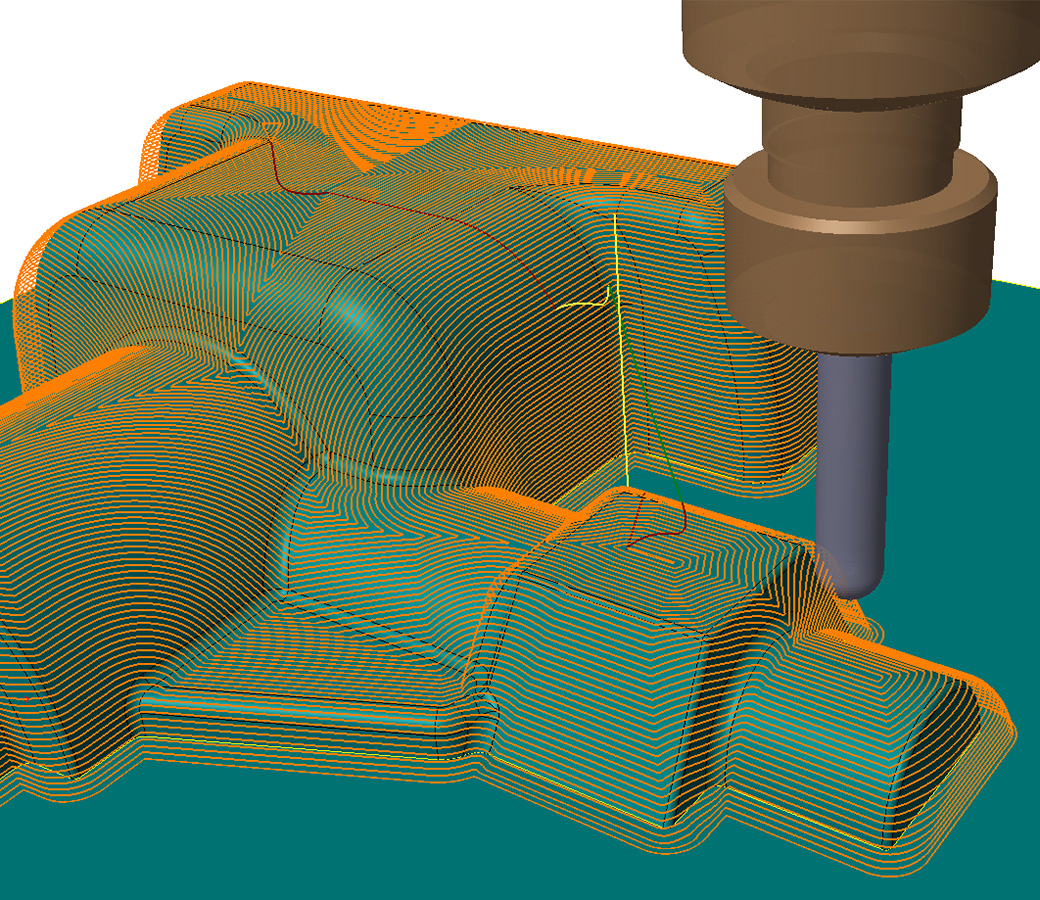
Percorsi utensile multipli di sgrossatura
Una combinazione di sgrossatura a Z costante, sgrossatura adattiva, sgrossatura al cuore e sgrossatura a riposo, unita a metodi intelligenti di inserimento a rampa, elicoidale e planare, offre all'operatore la libertà di produrre un codice NC efficiente adatto a qualsiasi componente. In combinazione con raggi di curvatura dolci e transizioni morbide tra le passate, l'utensile manterrà la massima velocità di avanzamento sulla macchina utensile e impedirà alla fresa di fermarsi negli angoli. Per le successive operazioni di sgrossatura, VISI ricorderà dove è rimasto lo stock sul componente e lavorerà solo in quelle aree. Lo spreco di aria di taglio sarà ridotto al minimo e i movimenti rapidi non necessari saranno eliminati, mentre la fresa eviterà di scavare nelle aree in cui c'è materiale in eccesso, con conseguente rottura dell'utensile. Se la billetta di partenza è prelavorata, o eventualmente un pezzo fuso, VISI riconosce e lavora solo il materiale esistente, eliminando così gli sprechi di movimento e riducendo al minimo i tempi di ciclo.
Disimpegno adattivo
I percorsi utensile con gioco adattativo consentono all'utensile di sgrossare il pezzo in modo unico, sgrossando dal basso verso l'alto. Il principio alla base di questo metodo è quello di lavorare grandi passi utilizzando l'intera lunghezza della scanalatura dell'utensile con un piccolo passo e poi lavorare i livelli intermedi risalendo il pezzo. Ripetere continuamente il processo fino alla completa lavorazione dell'intero componente. L'utensile rimane il più possibile sul pezzo e il percorso utensile passa automaticamente a un movimento di tipo trocoidale quando la forma del pezzo lo richiede. Questo percorso utensile assicura che non ci siano mai tagli a tutta larghezza e garantisce un carico utensile costante. L'usura dell'utensile è distribuita in modo uniforme sulle superfici di taglio e il centro di forza si trova a metà dell'utensile, riducendo la deflessione e il potenziale di vibrazioni Grazie alla sgrossatura adattiva, il ciclo regola automaticamente il percorso utensile per una lavorazione efficiente e sicura, migliorando le condizioni di taglio e consentendo di mantenere velocità di lavorazione più elevate. Il risultato è un risparmio fino al 40% sul tempo effettivo di taglio.
Lavorazione ISO
La lavorazione ISO si basa su superfici singole o multiple e lavora direttamente la superficie invece di creare una mesh triangolata. Questa strategia è ideale per la lavorazione di gruppi di superfici che compongono raggi, poiché il punto di contatto dell'utensile lavora fino al bordo completo della geometria. Questa strategia flessibile è estremamente utile anche per prelevare piccole aree senza dover lavorare l'intero componente. Tutti i percorsi utensile sono completamente protetti contro le superfici vicine e sono disponibili diverse opzioni di rilevamento delle collisioni.
Lavorazione di superfici piane
Per le aree piane del pezzo, VISI le rileva automaticamente e le lavora con un utensile a fondo piatto. Il tempo di lavorazione per queste aree sarà notevolmente ridotto e la finitura superficiale migliorerà notevolmente utilizzando un utensile piatto.
Finitura 3D incrementale
Il percorso utensile 3D incrementale garantisce una finitura superficiale costante indipendentemente dalla forma del componente. Con il morphing del percorso utensile sulla superficie del componente, un unico percorso utensile completa l'intero lavoro, mantenendo l'utensile sulla superficie, riducendo al minimo i movimenti di ritrazione ed eliminando i percorsi di taglio duplicati. Poiché il passaggio del percorso utensile si adatta senza problemi alla forma del pezzo, il carico d'urto dell'utensile sarà ridotto al minimo, consentendo alla macchina utensile di funzionare alla velocità di avanzamento ottimale.
Lavorazione con finitura radiale e a spirale
Entrambi i percorsi utensile costituiscono una strategia di finitura ideale per i componenti circolari, poiché si basano su un limite circolare interno ed esterno. Il percorso utensile a spirale ha un solo punto di partenza e un solo punto di arrivo che garantiscono la permanenza dell'utensile sul componente, eliminando spostamenti ridondanti o bruschi cambi di direzione. Questo percorso utensile consente alla macchina utensile di funzionare a velocità molto elevate, poiché elimina le accelerazioni e le decelerazioni causate da improvvisi cambi di direzione. Il percorso utensile radiale consente parametri di lavorazione solo verso l'alto, solo verso il basso o a zig-zag, garantendo un controllo completo della strategia.
Finitura a piani paralleli
I percorsi utensile unidirezionali e a zig-zag possono essere impostati con qualsiasi angolo. È possibile impostare limiti angolari per aree ripide e poco profonde, eliminando la necessità di delimitare geometrie complesse. La lavorazione trasversale ottimizzata può essere applicata ad aree ripide all'interno di un percorso utensile. In questo modo si creano automaticamente percorsi utensile aggiuntivi a 90 gradi rispetto ai percorsi utensile originali, lavorando le aree solo dove necessario per produrre una finitura superficiale costante su tutto il componente. La modalità di sgrossatura all'interno del percorso utensile del piano parallelo può essere utilizzata per sgrossare e rifinire il pezzo in un'unica operazione. Per ottenere una migliore finitura superficiale e un funzionamento più fluido del file NC sulla macchina utensile, è possibile utilizzare passi morbidi ed estensioni tangenziali delle passate.
Z costante / finitura combinata
Per i componenti con pareti ripide, il taglio a fette Z offre una buona finitura superficiale. VISI offre molte opzioni nell'ambito della strategia Z costante per ottenere le migliori prestazioni da questo percorso utensile. Quando l'angolo delle pareti cambia, VISI può adattare automaticamente l'altezza delle fette di ciascun livello per le aree poco profonde. La geometria wireframe può essere utilizzata anche per controllare l'altezza della fetta e le limitazioni angolari possono essere utilizzate per eliminare le passate nelle aree poco profonde. L'opzione elicoidale consente di creare un percorso utensile continuo che elimina le linee di testimone sul pezzo e migliora la finitura superficiale. Inoltre, è disponibile un percorso utensile combinato a Z costante per la finitura di aree ripide e poco profonde in un unico percorso utensile. Questa strategia consente di lavorare aree ripide con un metodo a Z costante e aree poco profonde con un metodo 3D incrementale costante. Questa strategia funziona come un percorso di finitura unico.
Lavorazione della curva di testa e lavorazione della curva 3D
L'operatore può controllare l'area di taglio lavorando tra due curve di guida attraverso un modello. La lavorazione parallela si muove tra la geometria della curva utilizzando la forma della curva come guida per il percorso utensile. La lavorazione perpendicolare si svolge normalmente alle curve di guida, offrendo una scelta di direzioni di taglio e consentendo un maggiore controllo del metodo di lavorazione. La lavorazione con curve 3D costringe la fresa a scorrere lungo la curva 3D nello spazio aperto (senza la geometria del modello), rendendo questa strategia ideale per le linee di incisione e l'incisione sulla superficie del modello.
Lavorazione a riposo di piccoli dettagli
Le piccole caratteristiche di un modello di solito richiedono una lavorazione di riposo con un utensile più piccolo per rifinire completamente il dettaglio. Il comando di lavorazione a riposo rileva in modo affidabile le aree lasciate dagli utensili precedenti, in modo da poterle rilavorare. Per i dettagli molto fini, questo processo può essere ripetuto tante volte quanto necessario per poter lavorare con successo con frese molto piccole. Il percorso utensile può lavorare dall'esterno verso il centro o dal centro verso l'esterno di piccole sfumature. Per elementi molto vicini tra loro, il percorso utensile si modella e si fonde intorno agli ostacoli per fornire un percorso utensile fluido e scorrevole senza bruschi cambi di direzione, riducendo al minimo il numero di movimenti di ritrazione e contribuendo a eliminare il carico d'urto sull'utensile e a mantenere le velocità di avanzamento il più possibile elevate.
Tempi di calcolo ridotti ed elaborazione in batch
I nuovi algoritmi consentono tempi di calcolo molto rapidi anche per i pezzi più complessi. Le macchine utensili ad alta velocità richiedono enormi quantità di dati per funzionare in modo efficiente. Mantenendo i tempi di calcolo il più possibile brevi, i fermi macchina non programmati saranno ridotti al minimo. Per massimizzare l'utilizzo del software, VISI utilizza la tecnologia multi threading per consentire il calcolo di più operazioni contemporaneamente e l'elaborazione batch per consentire l'accodamento dei lavori per il calcolo non presidiato, al di fuori del normale orario di lavoro. Per velocizzare ulteriormente la preparazione dei programmi, le singole operazioni possono essere post-elaborate separatamente, in modo da poter iniziare la lavorazione delle operazioni di sgrossatura mentre le operazioni di finitura sono ancora in fase di calcolo.
Modifica e riordino grafico dei percorsi utensile
Una volta calcolato il percorso utensile, è possibile tagliare facilmente sezioni del percorso utensile e modificare i movimenti rapidi per ottimizzare il metodo di taglio in base ai singoli componenti. Anche la sequenza delle operazioni può essere facilmente modificata; si può usare un semplice concetto di trascinamento per modificare l'ordine delle operazioni. La modifica del percorso utensile offre all'operatore la libertà di arrivare rapidamente al metodo di lavorazione e alla sequenza di operazioni che preferisce.
Distribuzione omogenea dei punti e transizioni fluide
VISI crea ogni percorso utensile con una distribuzione uniforme delle coordinate. L'invio di un codice CNC fluido ed efficiente al controllo della macchina utensile riduce le accelerazioni e le decelerazioni non necessarie sulla macchina, consentendo alla macchina di operare il più vicino possibile alla velocità di avanzamento programmata. Tutti i percorsi utensile sono dotati di raggi di smussatura negli angoli, transizioni morbide tra le passate e opzioni per i movimenti di looping che collegano le estremità di ciascuna passata. Tutti questi elementi permettono alla macchina utensile di funzionare più velocemente, di prevenire improvvisi cambi di direzione e di eliminare le sollecitazioni eccessive sull'utensile.
Lavorazione di sagome
Per velocizzare la programmazione, è possibile memorizzare modelli contenenti utensili, operazioni, avanzamenti, velocità, profondità di taglio ecc. da riutilizzare su pezzi simili o su famiglie di pezzi. Applicandoli a un nuovo pezzo, si crea automaticamente una nuova serie di percorsi utensile con le stesse impostazioni, riducendo notevolmente i tempi di programmazione e utilizzando avanzamenti, velocità, metodi e utensili standard dell'azienda, collaudati in un lavoro precedente.
Lavorazione ad alta velocità e lavorazione di metalli duri
Molti percorsi utensile all'interno di VISI sono stati studiati per la lavorazione ad alta velocità e il taglio di metalli duri. Per ridurre al minimo gli improvvisi cambi di direzione si utilizzano angoli dolci, soste morbide e raccordi ad arco. L'eliminazione dei ritiri utensile, il mantenimento di un carico utensile costante e l'ottimizzazione del codice NC consentono di programmare con successo macchine utensili ad alta velocità con VISI.
Lavorazione 2D e riconoscimento delle caratteristiche di produzione
Le applicazioni per la produzione di utensili contengono spesso componenti che richiedono una lavorazione 2D. Grazie alla natura integrata di VISI, la produzione di singole lastre può essere completata utilizzando il riconoscimento delle caratteristiche. Le caratteristiche dei fori e delle aperture vengono selezionate automaticamente con i cicli di foratura corretti e le routine di fresatura 2D applicate, creando un codice CNC pratico per le piastre più complesse.
Protezione completa contro le scanalature
Tutti i percorsi utensile 3D sono controllati in sgorbia rispetto alle superfici vicine per eliminare la possibilità di collisione tra gli utensili. Inoltre, vengono aggiunti automaticamente piccoli raggi di smussatura agli angoli interni. Questi movimenti impediscono all'utensile di soffermarsi negli angoli interni, che possono causare la trazione dell'utensile nel lavoro creando una sgorbia inaspettata, che non verrebbe rilevata dalla verifica del percorso utensile.
Simulazione cinematica
La verifica del percorso utensile può essere effettuata utilizzando le dimensioni e i limiti reali della macchina con la simulazione cinematica. Strumento di taglio, portautensili, dime e attrezzaggi possono tutti essere controllati durante l'esecuzione della visualizzazione cinematica. Eventuali sbavature sul percorso utensile a danno del materiale, dell'utensile o di qualsiasi altra parte della macchina utensile saranno evidenziate graficamente. È disponibile un elenco completo di macchine a 3, 4 e 5 assi testate. I tecnici Hexagon sono disponibili anche per contribuire a costruire qualsiasi macchina su misura.
Postprocessori e schede di configurazione impostabili
È disponibile un'ampia libreria di postprocessori adatti alla maggior parte delle macchine utensili. Inoltre, tutti i postprocessori sono completamente configurabili per soddisfare le esigenze individuali. È possibile generare cicli preimpostati per la foratura e l'alesatura, subroutine e compensazione della fresa, oltre a codici CNC 3+2 e 5 assi completi da utilizzare in officina. È inoltre possibile creare postprocessori su misura per macchine utensili complesse e uniche. Le schede di configurazione vengono generate automaticamente con informazioni su posizione di riferimento, strumento, tempi di ciclo, sagoma di taglio, ecc. Il contenuto e il layout della scheda di configurazione possono essere personalizzati per soddisfare le esigenze di ciascun utente e generati in formato HTML o XLS.
Ottimizzazione dell'alimentazione a controllo numerico
Il codice NC può essere ottimizzato in modo federativo per rallentare la velocità di avanzamento quando si entra in aree in cui sono presenti grandi quantità di materiale, il che consente alla macchina utensile di funzionare in modo più rapido e fluido. Questa opzione confronta costantemente la quantità di materiale rimosso con le forze meccaniche effettive applicate all'utensile. Il risultato di questo sofisticato strumento di confronto dei volumi fornisce un percorso utensile migliore, prolungando la durata di taglio dell'utensile e utilizzando la macchina in modo sicuro al limite superiore del suo regime di prestazioni.