Che cos'è lo stilo di una CMM
Tutto sugli stili delle CMM
Contattateci
Lo stilo è la "punta" montata sul tastatore di una macchina di misura a coordinate - sia una CMM tradizionale, sia un braccio di misura portatile - che consente di misurare tramite contatto fisico con il componente. Un segnale generato dal tastatore in seguito al contato con il pezzo o per input dell'operatore consente di effettuare una misura. Il tipo di pezzo e di elementi geometrici da verificare determina generalmente il tipo e la dimensione dello stilo da usare. La massima rigidità dello stilo e la precisione geometrica della punta dello stilo sono essenziali per ottenere delle buone misure. Hexagon Manufacturing Intelligence offre stili prodotti in base agli standard più severi per macchine CNC automatiche. Un'attenta progettazione e un controllo di processo rigoroso danno luogo a stili con la massima rigidità, forte integrità del conttto della sfera dello stilo allo stelo e massima sfericità delle punte.
Le prestazioni della vostra CMM e i risultati di collaudo possono essere facilmente compromessi se si usa uno stilo con scarsa rotondità della sfera, posizione della sfera non corretta, cattivo accoppiamento del filetto o flessione eccessiva durante la misura. È difficile se non impossibile vedere a occhio nudo la maggior parte di questi fattori. Per garantire i migliori risultati possibili, Hexagon Manufacturing Intelligence offre solo stili della qualità più elevata, di marchi e costruttori prestigiosi con i più alti standard di progettazione e controllo qualità.
È essenziale anche la sostituzione regolare degli stili impiegati sulla macchina di misura a coordinate. Questi prodotti sono molto robusti ma hanno una vita utile e dovrebbero essere sostituiti dopo lunghi periodi di impiego o dopo una caduta, un urto o utilizzo non corretto. Nel dubbio, li si deve sempre sostituire.
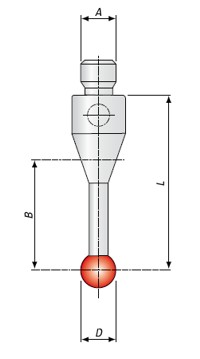
A = dimensione del filetto (da M2 a M6)
D = diametro della sfera
L = lunghezza complessiva: questa è la lunghezza dalla battuta del codolo posteriore (al netto del filetto) al centro della sfera.
B = Lunghezza di lavoro utile: Misurato dal centro della sfera al punto in cui lo stelo toccherebbe il pezzo quando rileva perpendicolarmente rispetto ad esso.
Sono poche le applicazioni in cui il rubino non è il materiale privilegiato per la sfera. Una di queste è l'applicazione industriale della scansione continua a contatto su alluminio. Poiché alluminio e rubino sintetico si attraggono, si può verificare quello che viene chiamato "usura adesiva" che dà luogo all'accumulo di alluminio dalla superficie del pezzo sulla sfera. In questi casi, si preferisce una sfera in nitruro di silicio.
Per le applicazioni industriali di scansione continua a contatto, si consigliano sfere di zircone.
Le prestazioni della vostra CMM e i risultati di collaudo possono essere facilmente compromessi se si usa uno stilo con scarsa rotondità della sfera, posizione della sfera non corretta, cattivo accoppiamento del filetto o flessione eccessiva durante la misura. È difficile se non impossibile vedere a occhio nudo la maggior parte di questi fattori. Per garantire i migliori risultati possibili, Hexagon Manufacturing Intelligence offre solo stili della qualità più elevata, di marchi e costruttori prestigiosi con i più alti standard di progettazione e controllo qualità.
È essenziale anche la sostituzione regolare degli stili impiegati sulla macchina di misura a coordinate. Questi prodotti sono molto robusti ma hanno una vita utile e dovrebbero essere sostituiti dopo lunghi periodi di impiego o dopo una caduta, un urto o utilizzo non corretto. Nel dubbio, li si deve sempre sostituire.
Terminologia usata in questo sito:
Gli stili vengono descritti con le lettere A, D, L, BA = dimensione del filetto (da M2 a M6)
D = diametro della sfera
L = lunghezza complessiva: questa è la lunghezza dalla battuta del codolo posteriore (al netto del filetto) al centro della sfera.
B = Lunghezza di lavoro utile: Misurato dal centro della sfera al punto in cui lo stelo toccherebbe il pezzo quando rileva perpendicolarmente rispetto ad esso.
Consigli per la scelta delle punte
Per mantenere la massima precisione nella misura su di una macchina di misura a coordinate automatica, seguite questi consigli.Scegliete stili più corti possibile
Più uno stilo si deflette, maggiore sarà l'errore e quindi avrete una minore precisione. L'ideale è scegliere lo stilo di lunghezza minore per la propria applicazione di misura.Ridurre al minimo i giunti ove possibile
Ogni volta che si costruisce uno stilo con l'impiego di giunti e prolunghe, si introducono dei potenziali punti di deflessione. Usate il numero minimo di pezzi dove possibile.Usate la sfera più grande possibile
Una sfera di grandi dimensioni massimizza la distanza di sfera e stelo dal pezzo riducendo la possibilità di false prese punto che si verificano quando lo stelo tocca il pezzo al posto della sfera. Inoltre una sfera più grande ridurrà al minimo l'impatto della finitura superficiale del pezzo sulle misure.Scelta del materiale per la sfera
Per la maggioranza delle applicazioni di misura lo standard industriale e il materiale ottimale per la sfera dello stilo è il rubino sintetico, uno dei materiali più duri che si conoscano. Il rubino sintetico è ossido di alluminio estremamente puro trasformato in cristalli (o pietre artificiali) a 2000 °C con fiamma di fusione. Le pietre artificiali vengono tagliate e lavorate in forma sferica. Le sfere di rubino hanno una superficie estremamente liscia con elevata resistenza alla compressione e alla corrosione meccanica.Sono poche le applicazioni in cui il rubino non è il materiale privilegiato per la sfera. Una di queste è l'applicazione industriale della scansione continua a contatto su alluminio. Poiché alluminio e rubino sintetico si attraggono, si può verificare quello che viene chiamato "usura adesiva" che dà luogo all'accumulo di alluminio dalla superficie del pezzo sulla sfera. In questi casi, si preferisce una sfera in nitruro di silicio.
Per le applicazioni industriali di scansione continua a contatto, si consigliano sfere di zircone.
Scelta del materiale per lo stelo dello stilo
Acciaio
L'acciaio inossidabile viene impiegato generalmente per gli stili con diametro di sfera e punta di 2 mm o maggiore e lunghezza fino a 30 mm. In questa fascia, gli steli in acciaio a pezzo unico offrono il rapporto ottimale peso-rigidità con distanza adeguata sfera-stelo e senza compromettere la rigidità generale con l'impiego di un attacco tra stelo e filetto.Carburo di tungsteno
Gli steli di carburo di tungsteno sono consigliati per l'elevata rigidità quando sono necessari diametri di stelo ridotti (per diametri di sfera ridotti di 1 mm o meno) o lunghezze maggiori fino a 50 mm.Ceramica
Per un diametro della sfera maggiore di 3 mm e lunghezza superiore a 30 mm, gli steli di ceramica offrono una rigidità comparabile a quella dell'acciaio ma sono notevolmente più leggeri del carburo di tungsteno. Gli stili con stelo in ceramica offrono una certa protezione da collisione per i tastatori costosi poiché lo stelo tende a frantumarsi negli urti, sacrificando lo stilo ma salvando il dispositivo di attivazione.Fibra di carbonio
La fibra di carbonio unisce la massima rigidità di torsione e longitudinale a un peso estremamente ridotto. La fibra di carbonio è inerte, non è sensibile alla temperatura e offre una protezione eccellente agli ostili ambienti industriali. La fibra di carbonio è il materiale ideale per massimizzare la rigidità in presenza di una massa molto bassa per gli stili delle CMM di oltre 50 mm di lunghezza.


