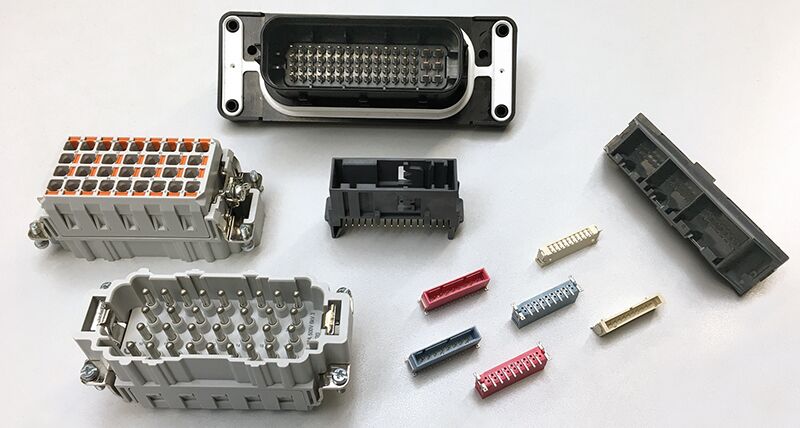
Elettronica per auto, elettronica di consumo, telecomunicazioni, tecnologia della trasmissione dati, elettronica industriale: in un gran numero di sistemi elettrici ed elettronici, i connettori di diversi tipi e dotati di una grande varietà di tecnologie assicurano la trasmissione dei segnali e l'alimentazione.
 I trend tecnologici, come la modularizzazione, la miniaturizzazione e l'estensione delle funzioni, offrono maggiori opportunità di crescita per i connettori in tutte le aree di applicazione. Al tempo stesso, però, queste tendenze aumentano anche i requisiti per la tecnica di misura e di verifica, che viene utilizzata per garantire il controllo di qualità e dei processi di connettori sempre più complessi.
I trend tecnologici, come la modularizzazione, la miniaturizzazione e l'estensione delle funzioni, offrono maggiori opportunità di crescita per i connettori in tutte le aree di applicazione. Al tempo stesso, però, queste tendenze aumentano anche i requisiti per la tecnica di misura e di verifica, che viene utilizzata per garantire il controllo di qualità e dei processi di connettori sempre più complessi.
Capacità di verifica flessibili e tempi ciclo di misura rapidi
"Massima prestazione tecnica in dimensioni ridotte" descrive al meglio i requisiti dei connettori. Per il controllo di qualità dei gruppi miniaturizzati, la tecnica di misura utilizzata deve offrire risoluzione e precisione elevate. Diversi tipi di connettori e varianti di alloggiamento richiedono un adattamento flessibile per le diverse attività di verifica dimensionale. Un'elevata velocità di misura amplia ulteriormente il profilo dei requisiti. Incorporando più tecnologie di sensori in un'unica piattaforma di misura ad alta precisione,
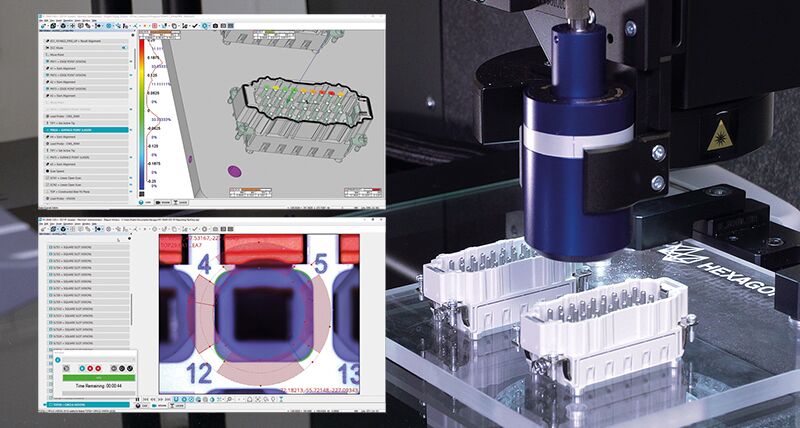
le macchine di misura a coordinate (CMM) multisensore OPTIV M di Hexagon offrono una soluzione universale per acquisire e analizzare l'intero spettro dei possibili errori geometrici dei connettori. Sono quindi particolarmente adatte per la verifica a campione preliminare di connettori complessi in cicli di misura completamente automatici.
Precisione dimensionale degli elementi di contatto
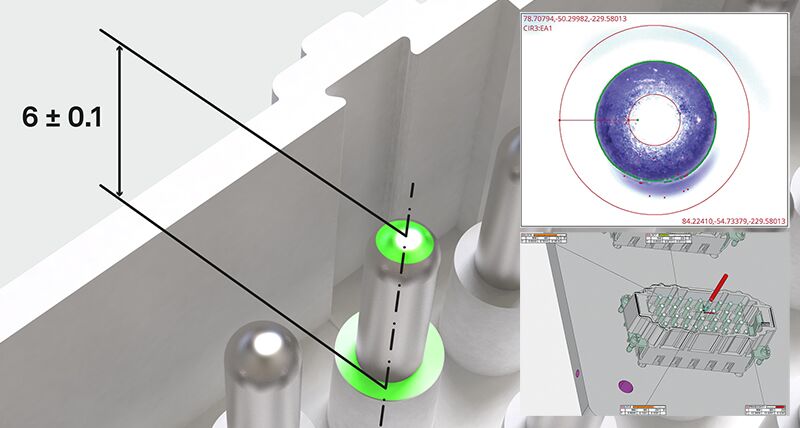
La perfetta connessione di un connettore è garantita dalla precisione dimensionale dei suoi elementi di contatto elettrici (pin del connettore). Per la verifica, si misura l'altezza dei pin (profondità di inserimento) rispetto a un piano di riferimento definito. La tolleranza della lunghezza tipica è nell'intervallo di ± 0,1 mm. Qui, la soluzione è rappresentata dalla perfetta interazione dei sensori senza contatto su OPTIV M: il sensore della telecamera individua rapidamente la posizione laterale delle singole punte dei pin. A tale scopo, il
software di misura PC‑DMIS fornisce uno speciale algoritmo di elaborazione delle immagini che permette di rilevare in modo affidabile i pin di forma irregolare sulla base di un calcolo del baricentro. Nello stesso ciclo di misura, la posizione verticale dei pin è rilevata indipendentemente dalla loro superficie lucida con il sensore a luce bianca cromatico-confocale. Grazie al percorso assiale del fascio di questo sensore di distanza senza contatto, non ci sono effetti di ombreggiamento, per cui anche le griglie di pin strette e profonde nell'alloggiamento del connettore vengono rilevate in modo affidabile.
Inoltre, viene misurata la deviazione di posizione ammissibile di ogni punta di pin dalla sua posizione zero ideale nelle direzioni X e Y. Il dato corrispondente è realizzato utilizzando un'intersezione definita dai bordi di riferimento misurati sull'alloggiamento del connettore.
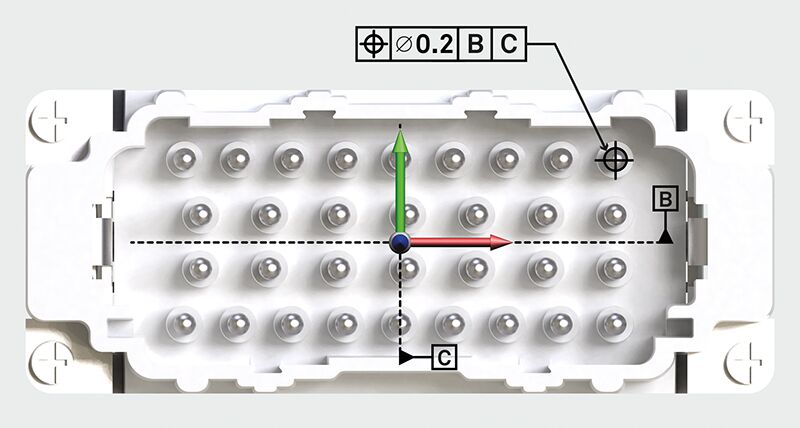 Misura della deviazione di posizione ammissibile delle punte dei pin
Misura della deviazione di posizione ammissibile delle punte dei pin
Le opzioni di illuminazione variabile del sensore della telecamera assicurano un rilevamento dei bordi molto accurato. Tutte le sorgenti luminose a LED, la luce superiore coassiale, la luce posteriore telecentrica e la luce ad anello multisegmento, possono adattarsi in modo flessibile alla struttura e al colore dei vari connettori. Durante l'esecuzione della routine di misura, la funzione SensiLight di PC‑DMIS controlla se è necessaria una regolazione dell'illuminazione e supporta l'utilizzatore nella selezione della corretta impostazione.
Controllo funzionale dell'alloggiamento del connettore
Per alcuni connettori, soprattutto nel settore automobilistico e della eMobility, la resistenza alle condizioni ambientali, allo sporco e all'umidità è un importante requisito meccanico. È necessario quindi misurare la planarità delle superfici di contatto e di tenuta.
 Misura della planarità delle superfici di contatto e di tenuta sull'alloggiamento del connettore
Misura della planarità delle superfici di contatto e di tenuta sull'alloggiamento del connettore
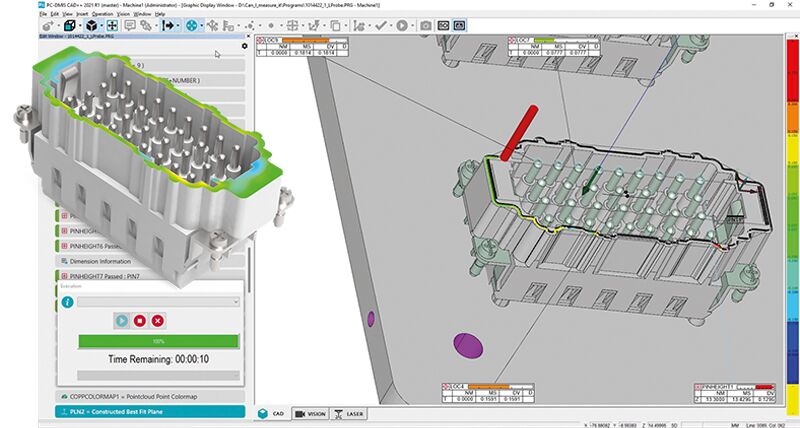
Nella modalità di scansione, il sensore cromatico a luce bianca permette di rilevare i profili delle linee sulle superfici da misurare, indipendentemente dalla superficie e dalla luce dell'ambiente, con un'elevata densità di punti di misura. Il software di misura PC‑DMIS offre una serie di metodi basati su CAD per la scansione a contatto e senza contatto. Con il Perimeter Scan, il percorso di scansione del sensore a luce bianca senza contatto è creato direttamente sul modello CAD del connettore. La scansione prosegue poi automaticamente lungo un offset definito del contorno nominale della superficie di tenuta selezionata. Per una rapida valutazione della conformità della precisione dimensionale delle superfici critiche di contatto e di tenuta, i dati di misura possono essere analizzati rispetto al modello CAD durante l'esecuzione della routine di misura e visualizzati con una codifica a colori delle deviazioni.
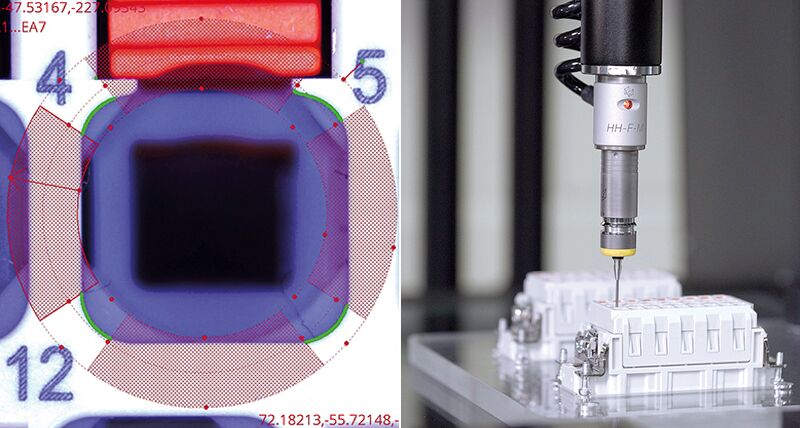
Anche il bordo dei connettori pone delle sfide nella misura. Nei processi di stampaggio a iniezione o sovrastampaggio, le cavità più piccole possono essere prodotte in cluster molto densi.
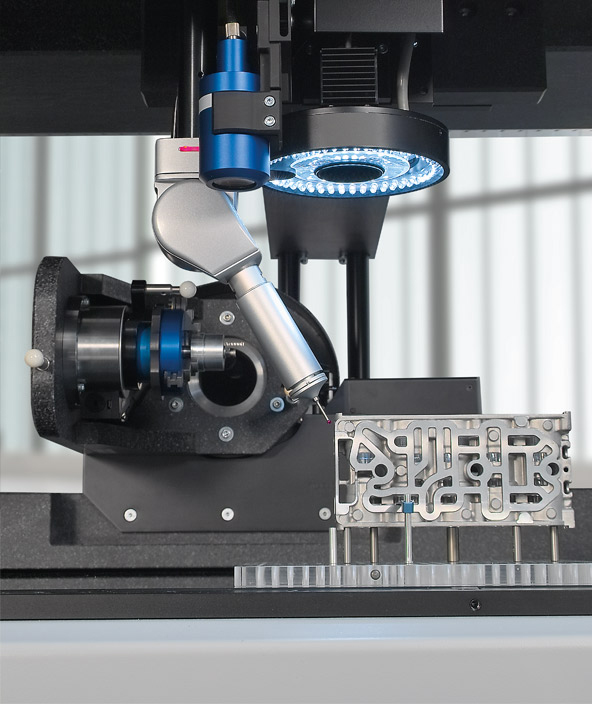
 Misura multisensore dell'orientamento spaziale delle prese del connettore
Misura multisensore dell'orientamento spaziale delle prese del connettore
La loro inclinazione rispetto a un piano di riferimento definito rappresenta una delle dimensioni funzionali importanti dei connettori e deve essere misurata. Per assolvere a questo compito, la macchina di misura a coordinate multisensore OPTIV M combina sensore a telecamera e tastatore a contatto in un unico ciclo di misura e tutte le misure vengono eseguite secondo il disegno e senza bisogno di ricollocare il pezzo in lavorazione. Per prima cosa la posizione delle cavità è catturata da una misura ottica. Poi gli elementi geometrici standard sono misurati con il tastatore a contatto in piani di sezione verticali definiti. Una linea centrale definita fornisce quindi l'orientamento spaziale della rispettiva cavità. Con due assi indipendenti per i sensori ottici e a contatto, la
tecnologia OPTIV Dual Z offre la migliore accessibilità alle funzioni di verifica con un minimo rischio di collisione. Inoltre, i tempi di programmazione e di misura sono ridotti al minimo.