Laser Tracker korrigiert im Flugzeugbau die exakte position von Robotern
Premium Aerotec, Germany
Kontakt
Beim A350 wird alles anders: Jeder Flugzeugrumpf wird zur Versteifung mit Profilen, so genannten Stringern, versehen. Bislang bestehen diese meist aus Aluminium. Positioniert werden sie in der Regel manuell über Bohrungen, die eine Fräsmaschine zuvor eingebracht hat. Beim A350, der zum großen Teil aus kohlenstofffaserverstärkten Kunststoffen (CFK) besteht, funktioniert dies nicht mehr: Der Werkstoff härtet im Autoklav – ein druckbeaufschlagter Ofen – aus, so dass man keine Bohrungen anbringen kann.
“Die Stringer, ebenfalls aus CFK, müssen hier folglich auf die Außenhaut geklebt werden”, erklärt Tim Lewerenz, bei Premium Aerotec in Nordenham verantwortlich für das Projekt, das sich mit der optimierten Stringer‑Integration befasst.
Der Flugzeugbauer liefert als Strukturlieferant große Teile für die neue Generation der Airbus-Langstreckenflugzeuge, deren Jungfernflug für Mitte des Jahres geplant ist. Dazu gehört die komplette vordere Rumpfsektion. “Dabei gilt es, die Stringer ganz exakt aufzusetzen, um später Qualitätseinbußen zu vermeiden. Ein manuelles Positionieren ist dabei unwirtschaftlich, schließlich sollen in Zukunft bis zu 13 Flugzeuge dieses Typs pro Monat gebaut werden. Unser Ziel ist es, die Montage auch im Flugzeugbau mit Robotern zu automatisieren. Voraussetzung aber ist, dass der Roboter so exakt arbeitet wie eine Fräsmaschine.”
Genauer gesagt: Um nachfolgende Fertigungs- und Montage-Prozesse nicht zu gefährden, müssen die bis zu 18 m langen Stringer für den A350 XWB mit einer Toleranz von +/- 0,3 mm in Umfangsrichtung gesetzt werden, in Längsrichtung sind es +/- 1 mm. Nach den ersten Versuchsaufbauten machte sich in Nordenham Ernüchterung breit: Der erste Roboter sollte sich eigentlich 3000 mm bewegen, blieb aber immer nach 2997 mm stehen. Der zweite fuhr stets 1,5 mm zu weit. “Eine Differenz von 0,1 Prozent erscheint zunächst marginal. Doch bei einer Stringerlänge von 18 m summiert sich dies. Dies war für uns nicht tragbar”, so Lewerenz.
 Roboterhersteller Fanuc traf keine Schuld: Die Werte lagen innerhalb der Spezifikation. Das heißt, Roboter arbeiten ungenauer als Fräsmaschinen, denn sie reagieren auf Gewichtsänderungen und Kräfte – und weichen dann aus. Die Automobilindustrie behilft sich an dem Punkt, indem sie die Roboter teacht. Lewerenz winkt aber ab: “Die Anlagentechnik ist für insgesamt 800 Flugzeuge ausgelegt. Probebauteile zum Einteachen sind hier nicht wirtschaftlich. Wir haben bei Premium Aerotec deshalb die Prämisse, dass Maschinen komplett offline programmiert werden, damit in der Fertigung alles sitzt.”
Roboterhersteller Fanuc traf keine Schuld: Die Werte lagen innerhalb der Spezifikation. Das heißt, Roboter arbeiten ungenauer als Fräsmaschinen, denn sie reagieren auf Gewichtsänderungen und Kräfte – und weichen dann aus. Die Automobilindustrie behilft sich an dem Punkt, indem sie die Roboter teacht. Lewerenz winkt aber ab: “Die Anlagentechnik ist für insgesamt 800 Flugzeuge ausgelegt. Probebauteile zum Einteachen sind hier nicht wirtschaftlich. Wir haben bei Premium Aerotec deshalb die Prämisse, dass Maschinen komplett offline programmiert werden, damit in der Fertigung alles sitzt.”
Also machte sich der Zulieferer für die Flugzeugindustrie auf die Suche nach einer Möglichkeit, die Roboter ohne Teachen in die richtige Position zu bringen – gewissermaßen also nach einer Korrekturmaßnahme. Gefragt war ein System, das sich auf den Roboterkopf aufsetzen lässt. Mit dem Leica
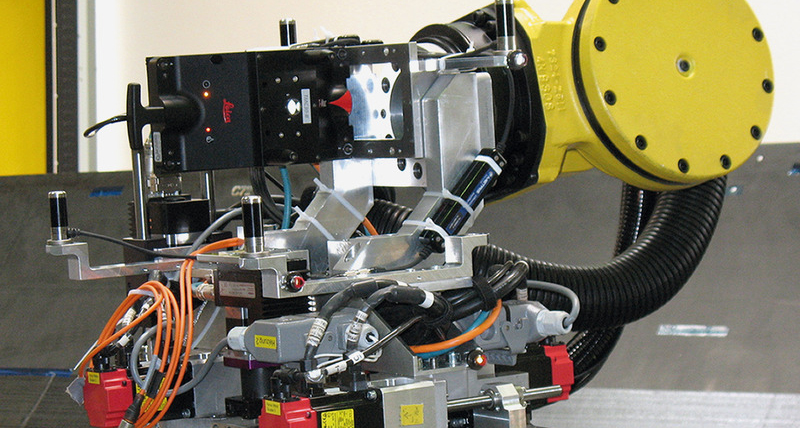
Absolute Tracker und einer Kamera, der so genannten Leica T-Cam, sowie einem Leica T-Mac lässt sich gleichzeitig immer die 3D-Koordinate eines Punktes sowie dessen Orientierung im Raum (i,j,k oder roll, pitch und yaw) erfassen. Dies ist von Bedeutung, da man eine 6D-Überwachung des Roboters benötigt. Denn er hat sechs Freiheitsgrade. Das heißt, nicht nur die Position des Roboterkopfs, sondern auch seine Orientierung kann überwacht werden.
Sind wie in vorliegender Anwendung zusätzlich die drei räumlichen Orientierungen (roll, pitch, yaw) erforderlich, werden diese mittels der Leica T-Cam für die LEDAnordnung
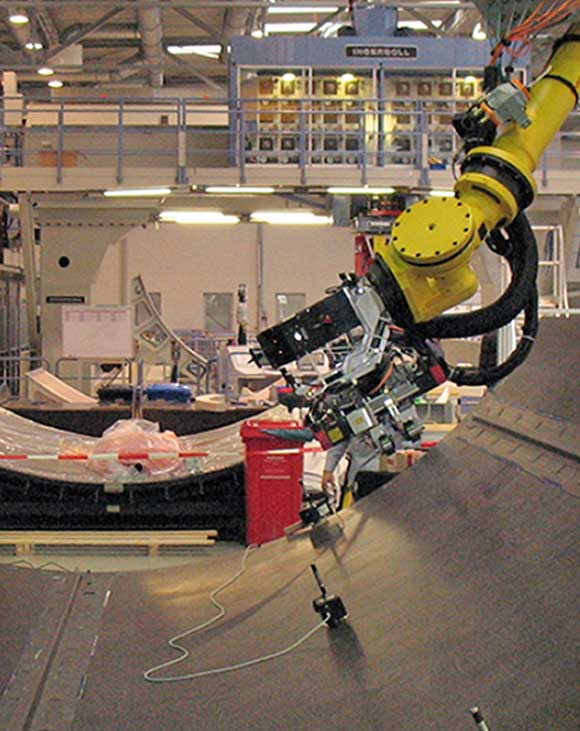
eines Leica T-Macs bestimmt. Dabei ermöglicht das Vario-Zoom eine nahezu entfernungsunabhängige Genauigkeit dieser fotogrammetrisch ermittelten Messgrössen innerhalb des Arbeitsvolumens. Ein weiterer Unterschied der beiden Systeme. Ergebnis bringen. Inwiefern das für uns wichtig ist, muss sich noch herausstellen, da die Bauteile später noch vermessen und geprüft werden. Hierfür verwenden wir ebenfalls den Leica Absolute Tracker.” In einer ersten Produktionszelle wurden beide Systeme dann an einem Bauteil, das mit 7 m Länge etwa halb so groß ist wie das Original, miteinander verglichen: Zwei Roboter – einer am Boden befestigt, der andere auf einer Verfahrachse montiert und den Werkzeugkopf haltend – nehmen die beiden Enden eines Stringers und legen ihn auf dem Rumpfteil ab.
Sobald der Roboter den Stringer an einem Punkt positioniert hat, schaltet sich das Messsystem automatisch ein. Der Roboter teilt ihm seine Position mit und das Messsystem veranlasst den Roboter zur Korrektur. Dies dauert heute im Versuchsaufbau rund 20 s, wird sich aber durch die Optimierung der Regelkreise auf sehr wenige Sekunden reduzieren lassen. Danach wird die Verbindung gekappt. Der Stringer wird festgeklebt – und der Tracker kann parallel den nächsten Roboterkopf korrigieren.
Als großen Vorteil sieht es Lewerenz auf alle Fälle, dass Premium Aerotec über Erfahrung mit dem Laser Tracker am Standort verfügt. Das heißt, die Arbeitsweise, die Systemeigenschaften und ihre Zuverlässigkeit sind bekannt und Systeme müssen nicht zwingend neu angeschafft werden, sofern die bestehenden Laser-Tracker-Systeme verfügbar sind – und Schulungskosten lassen sich ebenfalls sparen.
 Die Testzelle wurde bewusst offen konzipiert mit einer zentralen Software für beliebige 3D-Messsysteme, um in der Serie eine möglichst hohe Flexibilität zu erzielen. Das äußere Messsystem übersteuere dabei die internen Messsysteme der Roboter, so Lewerenz. “Wichtig ist für uns die Trennung von Maschine und Messsystem. Dieses Konzept hat nach unserer Meinung großes Potenzial für die Zukunft, da wir so ein optimales Messsystem mit einer optimalen Maschine kombinieren können.”
Die Testzelle wurde bewusst offen konzipiert mit einer zentralen Software für beliebige 3D-Messsysteme, um in der Serie eine möglichst hohe Flexibilität zu erzielen. Das äußere Messsystem übersteuere dabei die internen Messsysteme der Roboter, so Lewerenz. “Wichtig ist für uns die Trennung von Maschine und Messsystem. Dieses Konzept hat nach unserer Meinung großes Potenzial für die Zukunft, da wir so ein optimales Messsystem mit einer optimalen Maschine kombinieren können.”
“Außerdem hat dies für uns den Charme, dass wir damit letztlich auf einen teuren Sondermaschinenbau verzichten können – und zwar über die Positionierung der Stringer hinausgehend”, so der Projektleiter. Denn bei Premium Aerotec geht es immer mehr darum, die Taktzeiten in der Fertigung und Montage zu reduzieren. Heute sind dafür viele manuelle Arbeiten notwendig beziehungsweise feste Bauvorrichtungen wie etwa Portale. Das Problem dabei ist, dass sie die flexible Montage erschweren, also etwa die Montage verschiedener Produkte auf einer Linie. “Außerdem ändern sich Produkte im Laufe ihres Lebenszyklus, darauf müssen wir flexibel reagieren können. Und ganz selten sind zwei Flugzeuge genau gleich – und sei es nur, dass die Toilette an einer anderen Stelle positioniert ist und die Struktur entsprechend angepasst werden muss. Deshalb sieht im Prinzip auch jede Schale anders aus”, erklärt Lewerenz.
Roboter und mobile Messsysteme sind daher für ihn die Zukunft. Sie könnten einen Paradigmenwechsel im Maschinenbau möglich machen. Deshalb hofft er darauf, dass die Projektpartner – dazu gehört auch der Systemanbieter FFT-Edag – eine Turnkey-Lösung entwickeln und anbieten. “Wir wollen ein fertiges Produkt kaufen, das funktioniert. Und wenn einmal etwas nicht funktionieren sollte, dann haben wir nur einen Ansprechpartner”, so Lewerenz.
Und auch an Hexagon Manufacturing Intelligence hatte er noch einen Wunsch: Der Leica Absolute Tracker AT901 arbeit intern mit 3000 Hz und stellt extern 1000 Messwerte pro Sekunde zur Verfügung. Die Ausgabe dieser 1000 Datensätze erfolgte jedoch maximal im 10 Hz-Takt. “Wir brauchen 100 Hz. Denn Roboter arbeiten intern mit rund 100 Hz und wir wollen jeden einzelnen Rechenzyklus des Roboters korrigieren können. Daher ist die neue Real-Time- Schnittstelle (Ethercat), die eine Datenausgabe mit 1000 Hz ermöglicht, ein wichtiger Schritt in die richtige Richtung.”
Das Konzept für die Fertigung steht: Sechs oder acht Roboter sollen je nach Flugzeuggröße zum Einsatz kommen, der Stringer wird dabei von zwei Seiten von jeweils drei bis vier Robotern gehalten. Zwei Roboterreihen und zwei Tracker sollen unabhängig voneinander arbeiten.
“Die Stringer, ebenfalls aus CFK, müssen hier folglich auf die Außenhaut geklebt werden”, erklärt Tim Lewerenz, bei Premium Aerotec in Nordenham verantwortlich für das Projekt, das sich mit der optimierten Stringer‑Integration befasst.
Der Flugzeugbauer liefert als Strukturlieferant große Teile für die neue Generation der Airbus-Langstreckenflugzeuge, deren Jungfernflug für Mitte des Jahres geplant ist. Dazu gehört die komplette vordere Rumpfsektion. “Dabei gilt es, die Stringer ganz exakt aufzusetzen, um später Qualitätseinbußen zu vermeiden. Ein manuelles Positionieren ist dabei unwirtschaftlich, schließlich sollen in Zukunft bis zu 13 Flugzeuge dieses Typs pro Monat gebaut werden. Unser Ziel ist es, die Montage auch im Flugzeugbau mit Robotern zu automatisieren. Voraussetzung aber ist, dass der Roboter so exakt arbeitet wie eine Fräsmaschine.”
Genauer gesagt: Um nachfolgende Fertigungs- und Montage-Prozesse nicht zu gefährden, müssen die bis zu 18 m langen Stringer für den A350 XWB mit einer Toleranz von +/- 0,3 mm in Umfangsrichtung gesetzt werden, in Längsrichtung sind es +/- 1 mm. Nach den ersten Versuchsaufbauten machte sich in Nordenham Ernüchterung breit: Der erste Roboter sollte sich eigentlich 3000 mm bewegen, blieb aber immer nach 2997 mm stehen. Der zweite fuhr stets 1,5 mm zu weit. “Eine Differenz von 0,1 Prozent erscheint zunächst marginal. Doch bei einer Stringerlänge von 18 m summiert sich dies. Dies war für uns nicht tragbar”, so Lewerenz.
Also machte sich der Zulieferer für die Flugzeugindustrie auf die Suche nach einer Möglichkeit, die Roboter ohne Teachen in die richtige Position zu bringen – gewissermaßen also nach einer Korrekturmaßnahme. Gefragt war ein System, das sich auf den Roboterkopf aufsetzen lässt. Mit dem Leica
Absolute Tracker und einer Kamera, der so genannten Leica T-Cam, sowie einem Leica T-Mac lässt sich gleichzeitig immer die 3D-Koordinate eines Punktes sowie dessen Orientierung im Raum (i,j,k oder roll, pitch und yaw) erfassen. Dies ist von Bedeutung, da man eine 6D-Überwachung des Roboters benötigt. Denn er hat sechs Freiheitsgrade. Das heißt, nicht nur die Position des Roboterkopfs, sondern auch seine Orientierung kann überwacht werden.
Sind wie in vorliegender Anwendung zusätzlich die drei räumlichen Orientierungen (roll, pitch, yaw) erforderlich, werden diese mittels der Leica T-Cam für die LEDAnordnung
eines Leica T-Macs bestimmt. Dabei ermöglicht das Vario-Zoom eine nahezu entfernungsunabhängige Genauigkeit dieser fotogrammetrisch ermittelten Messgrössen innerhalb des Arbeitsvolumens. Ein weiterer Unterschied der beiden Systeme. Ergebnis bringen. Inwiefern das für uns wichtig ist, muss sich noch herausstellen, da die Bauteile später noch vermessen und geprüft werden. Hierfür verwenden wir ebenfalls den Leica Absolute Tracker.” In einer ersten Produktionszelle wurden beide Systeme dann an einem Bauteil, das mit 7 m Länge etwa halb so groß ist wie das Original, miteinander verglichen: Zwei Roboter – einer am Boden befestigt, der andere auf einer Verfahrachse montiert und den Werkzeugkopf haltend – nehmen die beiden Enden eines Stringers und legen ihn auf dem Rumpfteil ab.
Sobald der Roboter den Stringer an einem Punkt positioniert hat, schaltet sich das Messsystem automatisch ein. Der Roboter teilt ihm seine Position mit und das Messsystem veranlasst den Roboter zur Korrektur. Dies dauert heute im Versuchsaufbau rund 20 s, wird sich aber durch die Optimierung der Regelkreise auf sehr wenige Sekunden reduzieren lassen. Danach wird die Verbindung gekappt. Der Stringer wird festgeklebt – und der Tracker kann parallel den nächsten Roboterkopf korrigieren.
Als großen Vorteil sieht es Lewerenz auf alle Fälle, dass Premium Aerotec über Erfahrung mit dem Laser Tracker am Standort verfügt. Das heißt, die Arbeitsweise, die Systemeigenschaften und ihre Zuverlässigkeit sind bekannt und Systeme müssen nicht zwingend neu angeschafft werden, sofern die bestehenden Laser-Tracker-Systeme verfügbar sind – und Schulungskosten lassen sich ebenfalls sparen.
“Außerdem hat dies für uns den Charme, dass wir damit letztlich auf einen teuren Sondermaschinenbau verzichten können – und zwar über die Positionierung der Stringer hinausgehend”, so der Projektleiter. Denn bei Premium Aerotec geht es immer mehr darum, die Taktzeiten in der Fertigung und Montage zu reduzieren. Heute sind dafür viele manuelle Arbeiten notwendig beziehungsweise feste Bauvorrichtungen wie etwa Portale. Das Problem dabei ist, dass sie die flexible Montage erschweren, also etwa die Montage verschiedener Produkte auf einer Linie. “Außerdem ändern sich Produkte im Laufe ihres Lebenszyklus, darauf müssen wir flexibel reagieren können. Und ganz selten sind zwei Flugzeuge genau gleich – und sei es nur, dass die Toilette an einer anderen Stelle positioniert ist und die Struktur entsprechend angepasst werden muss. Deshalb sieht im Prinzip auch jede Schale anders aus”, erklärt Lewerenz.
Roboter und mobile Messsysteme sind daher für ihn die Zukunft. Sie könnten einen Paradigmenwechsel im Maschinenbau möglich machen. Deshalb hofft er darauf, dass die Projektpartner – dazu gehört auch der Systemanbieter FFT-Edag – eine Turnkey-Lösung entwickeln und anbieten. “Wir wollen ein fertiges Produkt kaufen, das funktioniert. Und wenn einmal etwas nicht funktionieren sollte, dann haben wir nur einen Ansprechpartner”, so Lewerenz.
Und auch an Hexagon Manufacturing Intelligence hatte er noch einen Wunsch: Der Leica Absolute Tracker AT901 arbeit intern mit 3000 Hz und stellt extern 1000 Messwerte pro Sekunde zur Verfügung. Die Ausgabe dieser 1000 Datensätze erfolgte jedoch maximal im 10 Hz-Takt. “Wir brauchen 100 Hz. Denn Roboter arbeiten intern mit rund 100 Hz und wir wollen jeden einzelnen Rechenzyklus des Roboters korrigieren können. Daher ist die neue Real-Time- Schnittstelle (Ethercat), die eine Datenausgabe mit 1000 Hz ermöglicht, ein wichtiger Schritt in die richtige Richtung.”
Das Konzept für die Fertigung steht: Sechs oder acht Roboter sollen je nach Flugzeuggröße zum Einsatz kommen, der Stringer wird dabei von zwei Seiten von jeweils drei bis vier Robotern gehalten. Zwei Roboterreihen und zwei Tracker sollen unabhängig voneinander arbeiten.
Premium Aerotech Germany case study
Download






