Einfach zuverlässig
Kontakt
Große Drehfräszentren mit vielen Maschinenkomponenten sind das Metier von Weingärtner Maschinenbau. Für die Kontrolle der Genauigkeit der Bearbeitungen sorgen Funk-Messtaster von m&h.
Gegründet 1966, blickt der familiengeführte Betrieb am Rande des österreichischen Salzkammergutes auf eine lange Tradition im Bau von großen Dreh-Fräszentren und Maschinen zum Zerspanen und Wirbeln von Schnecken und Rotoren für Kompressoren und Extruder unterschiedlichster Art, Rohre und Walzen ebenso, wie Antriebsschnecken für Bohrköpfe oder andere Sonderwerkstücke.
 Mittlerweile ca. 200 Mitarbeiter bauen nicht nur die Maschinen, sondern sorgen auch für voll umfänglichen Service beim Kunden, begonnen von der Projektierung über die Installation bis hin zur Wartung der Maschinen beim Kunden. Alles was ein Gewinde oder schneckenähnliche Konturen aufweist, erscheint prädestiniert für die Bearbeitung auf den Maschinen von Weingärtner Maschinenbau.
Mittlerweile ca. 200 Mitarbeiter bauen nicht nur die Maschinen, sondern sorgen auch für voll umfänglichen Service beim Kunden, begonnen von der Projektierung über die Installation bis hin zur Wartung der Maschinen beim Kunden. Alles was ein Gewinde oder schneckenähnliche Konturen aufweist, erscheint prädestiniert für die Bearbeitung auf den Maschinen von Weingärtner Maschinenbau.
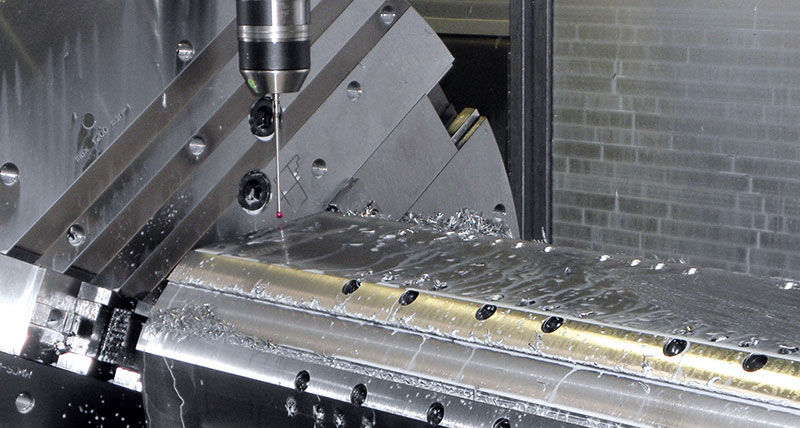
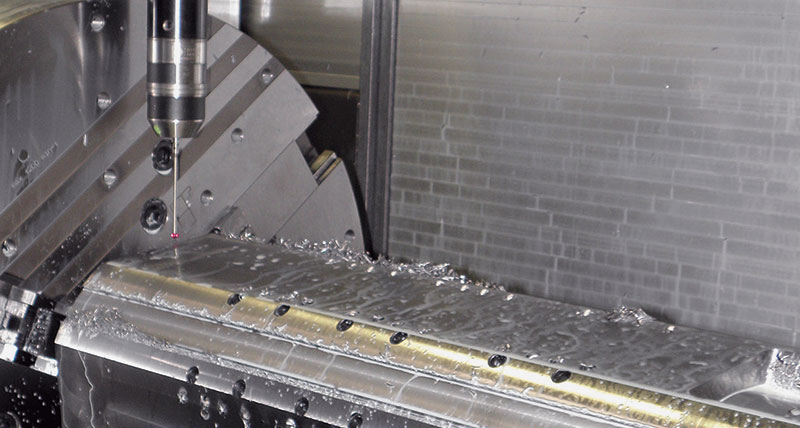
Nicht nur die Kundenwerkstücke, auch die Maschinen von Weingärtner sind große Brocken, meist sehr lang und nicht selten Einzelstücke. Dementsprechend wichtig ist die Bearbeitungsqualität und die erreichbare Genauigkeit der Bearbeitungen. Schließlich sind Neubeschaffungen bei Ausschuss ist nicht nur teuer, sondern bedeuten meist erheblichen Zeitverzug. Umso wichtiger ist eine funktions- und prozesssichere Überwachung der Bearbeitungsgenauigkeiten und das Sicherstellen korrekter Positionen und Passmaße.
Schon früh hat Weingärtner deshalb nach Messtastern gesucht, die nicht nur in der Lage waren, dem rauen Umfeld im Dreh-Fräszentrum zu widerstehen, sondern verlässlich genaue Messergebnisse auch bei großen Distanzen und innerhalb zerklüfteter Werkstücke gewährleisten. In Versuchen wurde bald klar, dass die Messtaster von m&h für Weingärtner die beste Lösung darstellen. Das Antastverhalten der Taster war für die Werkzeugmaschine geschaffen und die sogenannten Triggerwerte waren deutlich gleichmäßiger als bei Wettbewerbsprodukten.
Als m&h dann, als erster Hersteller überhaupt, einen Messtaster mit Funk-Datenübertragung auf den Markt brachte, war die Entscheidung für dieses Produkt nahezu zwangsläufig. Auf diese großen Distanzen in den Maschinen ist der direkte optische Kontakt, wie ihn die kostengünstigere Infrarot-Datenübertragung benötigt, oft nicht gewährleistet.Hinzu kommt, dass die modular aufgebauten Maschinen von Weingärtner je nach Einsatzfall mit den unterschiedlichsten Bear-beitungskomponenten, angefangen von Reitstöcken und Lünetten bis hin zur Wirbeleinheit ausgestattet, die ebenfalls Hindernisse für eine Infrarot-Datenübertragung darstellen, die aber für die Funk-Datenübertragung ohne Belang sind. Selbst das Messen innerhalb der Werkstücke ist möglich, weil die Funkwellen auch aus den Werkstücken heraus ohne Verzögerung zum Empfänger gelangen. Schon von Beginn an verwendet m&h das geschützte Industriefunkband um 433 MHz mit 64 frei wählbaren Kanälen. Eine hochentwickelte und permanent verbesserte Elektronik gewährleistet hohe Sende- und Empfangsleistungen, um auch unter extremen Bedingungen eine sichere Datenübertragung zu gewährleisten und unnötige Maschinenstillstände wegen unzureichender Signale oder ähnlichem zu vermeiden.
Prozesssichere Funksignale sorgen für Präzision in großen Maschinen.Der außerhalb der Maschine angebrachte Empfänger ist über ein einziges Kabel mit der Steuerung verbunden und enthält sämtliche Erforderliche Elektrik und Interfaces in seinem kleinen Gehäuse, das in aller Regel außen am Maschinenhaus angebracht wird. Er überwacht während der gesamten Einschaltdauer der Maschine alle Funkkanäle auf Fremdsignale und empfiehlt dem Einrichter oder Maschinenbediener einen zu verwendenden Kanal. Dieser kann durch einfachen Tastendruck ausgewählt werden. Kanäle, auf denen er signifikante Fremdsignale empfängt, werden automatisch gesperrt, um Fehlfunktionen zu unterbinden. Dieses einfache Verfahren ohne zeitaufwändige Synchronisation wird insbesondere von der Elektrikabteilung bei Weingärtner sehr geschätzt, weil die Installation des Messtasters völlig unproblematisch ist und entsprechend schnell geht.
 Die gute Funktion bestätigen auch die Kunden, denn seit Weingärtner Messtaster von m&h als Standard auch im Ausland liefert, gibt es, nach eigenen Angaben, keinerlei negative Rückmeldungen seitens der Kunden.
Die gute Funktion bestätigen auch die Kunden, denn seit Weingärtner Messtaster von m&h als Standard auch im Ausland liefert, gibt es, nach eigenen Angaben, keinerlei negative Rückmeldungen seitens der Kunden.
Verbunden ist der Empfänger einerseits mit einer Antenne, die in der Regel oberhalb des Spindelstocks in den Arbeitsraum der Maschine hineinragt. Weil sie dort aber den Kühlmitteln, Dämpfen und umherfliegenden Spänen ausgesetzt ist, hat m&h die Antenne (optional) in Edelstahl ausgeführt. Gleiches trifft für den Korpus des Messtasters zu. Eine Abdichtung nach IP68 Standard macht auch ihn unempfindlich gegen die rauen Umgebungsbedingungen in der Werkzeugmaschine. Schließlich soll der Messtaster jedes Mal wenn er aufgerufen wird, sicher, genau und ohne Verzögerung seine Daten an die Steuerung übermitteln.
Das dem so ist, kann Weingärtner Maschinebau aus eigener Erfahrung bestätigen. Schließlich hat man im eigenen Betrieb, der mit einer Fertigungstiefe um 90% über eine ganze Anzahl von Werkzeugmaschinen verfügt, die gleichen Messtaster im Einsatz. Auch bei diesen Maschinen mit Bearbeitungslängen von bis zu 15 Metern, ist die Funk-Daten-übertragung notwendig. So kann Weingärtner bestätigen, dass auch bei nahe angrenzenden Maschinen keine Fehlsignale von den Messtastern ausgehen, die für Störungen sorgen könnten.
 Die permanente Fortentwicklung bei m&h hat man bei Weingärtner ebenfalls mit Wohlwollen aufgenommen. So haben die heutigen Taster einen deutlich geringeren Stromverbrauch als in der Anfangszeit vor vielen Jahren. Der einfach gestaltete Batteriewechsel ist heute kein Thema mehr, weil er nur noch selten vorkommt. Je nach Tastertyp wird das Batteriefach mit wenigen Handgriffen und ohne
Werkzeug geöffnet und die handelsübliche Batterie in wenigen Sekunden gewechselt. Die Kontrollleuchten am Empfänger zeigen dem Bediener jederzeit den Status des Tasters an, und signalisieren rechtzeitig bevor die Batterie zur Neige geht, das ein Wechsel angebracht ist.
Die permanente Fortentwicklung bei m&h hat man bei Weingärtner ebenfalls mit Wohlwollen aufgenommen. So haben die heutigen Taster einen deutlich geringeren Stromverbrauch als in der Anfangszeit vor vielen Jahren. Der einfach gestaltete Batteriewechsel ist heute kein Thema mehr, weil er nur noch selten vorkommt. Je nach Tastertyp wird das Batteriefach mit wenigen Handgriffen und ohne
Werkzeug geöffnet und die handelsübliche Batterie in wenigen Sekunden gewechselt. Die Kontrollleuchten am Empfänger zeigen dem Bediener jederzeit den Status des Tasters an, und signalisieren rechtzeitig bevor die Batterie zur Neige geht, das ein Wechsel angebracht ist.
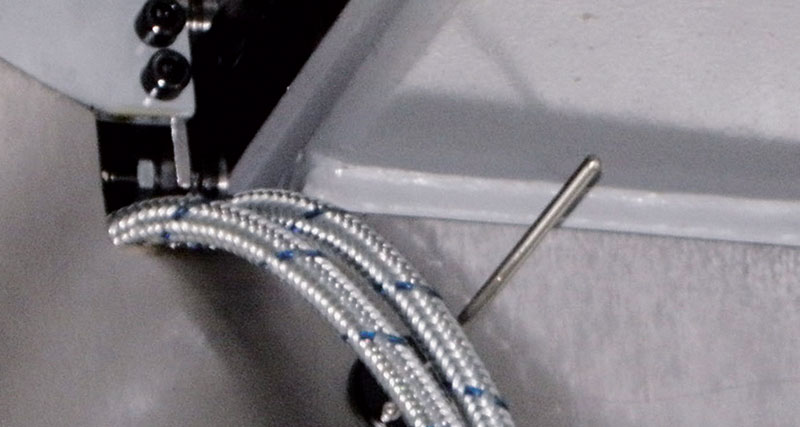
Besonders gelobt wird bei Weingärtner aber eine andere Produkteigenschaft der neueren Messtaster von m&h, nämlich das ausschraubbare Messwerk und der modulare Aufbau der Taster. Dazu gibt es stabförmige Verlängerungen mit einem Durchmesser von 25 mm in verschiedenen Baulängen, die anstelle des Messwerkes in den Korpus der Taster eingeschraubt werden. Sie können wiederum beliebig auf einander aufgeschraubt werden, an deren Ende das Messwerk aufgeschraubt wird. Ihre Steifigkeit erhalten die so aufeinander geschraubten Verlängerungen durch Plananlagen zwischen den Modulen. Auch diese Verlängerungen sind aus rostfreiem Stahl gefertigt. Innen liegende Kontaktflächen, die Gold-plattiert sind, sorgen gleichzeitig für sicheren elektrischen Kontakt und damit für sichere Signalübertragung. Da das Messwerk am Ende der Verlängerungen aufgesetzt wird, rückt es nahe an die Messstelle heran und gewährleistet gleiches Antastverhalten und gleiche Genauigkeit, unabhängig von der erforderlichen Auskragung. Damit kann mit gewohnter Genauigkeit und nahezu ohne Kollisionsgefahr mit einem sehr schlanken Taster tief in Werkstücke eingetaucht oder auch wesentlich näher an Seitenwänden gemessen werden, als das bislang der Fall war.
Gegründet 1966, blickt der familiengeführte Betrieb am Rande des österreichischen Salzkammergutes auf eine lange Tradition im Bau von großen Dreh-Fräszentren und Maschinen zum Zerspanen und Wirbeln von Schnecken und Rotoren für Kompressoren und Extruder unterschiedlichster Art, Rohre und Walzen ebenso, wie Antriebsschnecken für Bohrköpfe oder andere Sonderwerkstücke.
Mittlerweile ca. 200 Mitarbeiter bauen nicht nur die Maschinen, sondern sorgen auch für voll umfänglichen Service beim Kunden, begonnen von der Projektierung über die Installation bis hin zur Wartung der Maschinen beim Kunden. Alles was ein Gewinde oder schneckenähnliche Konturen aufweist, erscheint prädestiniert für die Bearbeitung auf den Maschinen von Weingärtner Maschinenbau. Nicht nur die Kundenwerkstücke, auch die Maschinen von Weingärtner sind große Brocken, meist sehr lang und nicht selten Einzelstücke. Dementsprechend wichtig ist die Bearbeitungsqualität und die erreichbare Genauigkeit der Bearbeitungen. Schließlich sind Neubeschaffungen bei Ausschuss ist nicht nur teuer, sondern bedeuten meist erheblichen Zeitverzug. Umso wichtiger ist eine funktions- und prozesssichere Überwachung der Bearbeitungsgenauigkeiten und das Sicherstellen korrekter Positionen und Passmaße.
Schon früh hat Weingärtner deshalb nach Messtastern gesucht, die nicht nur in der Lage waren, dem rauen Umfeld im Dreh-Fräszentrum zu widerstehen, sondern verlässlich genaue Messergebnisse auch bei großen Distanzen und innerhalb zerklüfteter Werkstücke gewährleisten. In Versuchen wurde bald klar, dass die Messtaster von m&h für Weingärtner die beste Lösung darstellen. Das Antastverhalten der Taster war für die Werkzeugmaschine geschaffen und die sogenannten Triggerwerte waren deutlich gleichmäßiger als bei Wettbewerbsprodukten.
Als m&h dann, als erster Hersteller überhaupt, einen Messtaster mit Funk-Datenübertragung auf den Markt brachte, war die Entscheidung für dieses Produkt nahezu zwangsläufig. Auf diese großen Distanzen in den Maschinen ist der direkte optische Kontakt, wie ihn die kostengünstigere Infrarot-Datenübertragung benötigt, oft nicht gewährleistet.Hinzu kommt, dass die modular aufgebauten Maschinen von Weingärtner je nach Einsatzfall mit den unterschiedlichsten Bear-beitungskomponenten, angefangen von Reitstöcken und Lünetten bis hin zur Wirbeleinheit ausgestattet, die ebenfalls Hindernisse für eine Infrarot-Datenübertragung darstellen, die aber für die Funk-Datenübertragung ohne Belang sind. Selbst das Messen innerhalb der Werkstücke ist möglich, weil die Funkwellen auch aus den Werkstücken heraus ohne Verzögerung zum Empfänger gelangen. Schon von Beginn an verwendet m&h das geschützte Industriefunkband um 433 MHz mit 64 frei wählbaren Kanälen. Eine hochentwickelte und permanent verbesserte Elektronik gewährleistet hohe Sende- und Empfangsleistungen, um auch unter extremen Bedingungen eine sichere Datenübertragung zu gewährleisten und unnötige Maschinenstillstände wegen unzureichender Signale oder ähnlichem zu vermeiden.
Prozesssichere Funksignale sorgen für Präzision in großen Maschinen.Der außerhalb der Maschine angebrachte Empfänger ist über ein einziges Kabel mit der Steuerung verbunden und enthält sämtliche Erforderliche Elektrik und Interfaces in seinem kleinen Gehäuse, das in aller Regel außen am Maschinenhaus angebracht wird. Er überwacht während der gesamten Einschaltdauer der Maschine alle Funkkanäle auf Fremdsignale und empfiehlt dem Einrichter oder Maschinenbediener einen zu verwendenden Kanal. Dieser kann durch einfachen Tastendruck ausgewählt werden. Kanäle, auf denen er signifikante Fremdsignale empfängt, werden automatisch gesperrt, um Fehlfunktionen zu unterbinden. Dieses einfache Verfahren ohne zeitaufwändige Synchronisation wird insbesondere von der Elektrikabteilung bei Weingärtner sehr geschätzt, weil die Installation des Messtasters völlig unproblematisch ist und entsprechend schnell geht.
Die gute Funktion bestätigen auch die Kunden, denn seit Weingärtner Messtaster von m&h als Standard auch im Ausland liefert, gibt es, nach eigenen Angaben, keinerlei negative Rückmeldungen seitens der Kunden. Verbunden ist der Empfänger einerseits mit einer Antenne, die in der Regel oberhalb des Spindelstocks in den Arbeitsraum der Maschine hineinragt. Weil sie dort aber den Kühlmitteln, Dämpfen und umherfliegenden Spänen ausgesetzt ist, hat m&h die Antenne (optional) in Edelstahl ausgeführt. Gleiches trifft für den Korpus des Messtasters zu. Eine Abdichtung nach IP68 Standard macht auch ihn unempfindlich gegen die rauen Umgebungsbedingungen in der Werkzeugmaschine. Schließlich soll der Messtaster jedes Mal wenn er aufgerufen wird, sicher, genau und ohne Verzögerung seine Daten an die Steuerung übermitteln.
Das dem so ist, kann Weingärtner Maschinebau aus eigener Erfahrung bestätigen. Schließlich hat man im eigenen Betrieb, der mit einer Fertigungstiefe um 90% über eine ganze Anzahl von Werkzeugmaschinen verfügt, die gleichen Messtaster im Einsatz. Auch bei diesen Maschinen mit Bearbeitungslängen von bis zu 15 Metern, ist die Funk-Daten-übertragung notwendig. So kann Weingärtner bestätigen, dass auch bei nahe angrenzenden Maschinen keine Fehlsignale von den Messtastern ausgehen, die für Störungen sorgen könnten.
Die permanente Fortentwicklung bei m&h hat man bei Weingärtner ebenfalls mit Wohlwollen aufgenommen. So haben die heutigen Taster einen deutlich geringeren Stromverbrauch als in der Anfangszeit vor vielen Jahren. Der einfach gestaltete Batteriewechsel ist heute kein Thema mehr, weil er nur noch selten vorkommt. Je nach Tastertyp wird das Batteriefach mit wenigen Handgriffen und ohne
Werkzeug geöffnet und die handelsübliche Batterie in wenigen Sekunden gewechselt. Die Kontrollleuchten am Empfänger zeigen dem Bediener jederzeit den Status des Tasters an, und signalisieren rechtzeitig bevor die Batterie zur Neige geht, das ein Wechsel angebracht ist. Besonders gelobt wird bei Weingärtner aber eine andere Produkteigenschaft der neueren Messtaster von m&h, nämlich das ausschraubbare Messwerk und der modulare Aufbau der Taster. Dazu gibt es stabförmige Verlängerungen mit einem Durchmesser von 25 mm in verschiedenen Baulängen, die anstelle des Messwerkes in den Korpus der Taster eingeschraubt werden. Sie können wiederum beliebig auf einander aufgeschraubt werden, an deren Ende das Messwerk aufgeschraubt wird. Ihre Steifigkeit erhalten die so aufeinander geschraubten Verlängerungen durch Plananlagen zwischen den Modulen. Auch diese Verlängerungen sind aus rostfreiem Stahl gefertigt. Innen liegende Kontaktflächen, die Gold-plattiert sind, sorgen gleichzeitig für sicheren elektrischen Kontakt und damit für sichere Signalübertragung. Da das Messwerk am Ende der Verlängerungen aufgesetzt wird, rückt es nahe an die Messstelle heran und gewährleistet gleiches Antastverhalten und gleiche Genauigkeit, unabhängig von der erforderlichen Auskragung. Damit kann mit gewohnter Genauigkeit und nahezu ohne Kollisionsgefahr mit einem sehr schlanken Taster tief in Werkstücke eingetaucht oder auch wesentlich näher an Seitenwänden gemessen werden, als das bislang der Fall war.

