Ohne geht es nicht mehr
Ballerstedt GmbH - Deutschland.
Kontakt

Der renommierte Kunststoffspritzgießer Ballerstedt
setzt im eigenen Formenbau Messtaster und 3D Form
Inspect Software von m&h ein. Formeinsätze können
nun passgenau und einfach austauschbar gefertigt
werden. Das verkürzt Stillstandszeiten und hebt die
Produktivität.
Unmittelbar angrenzend an Hamburg liegt der Ort
Reinbek, wo die Firma Ballerstedt eine große Kunststoffspritzerei
mit eigenem Formenbau betreibt.
 Über 50 Jahre hinweg hat man sich dort Know-how
und treue Kunden aus den Bereichen Tabakindustrie,
Medizintechnik, Sicherheitstechnik, Maschinen- und
Anlagenbau und anderen erarbeitet. Für dieses breite Feld von Anwendungen spritzt man Kunststoffteile
mit 1,5 g bis zu 2 kg Gewicht. Mehrkomponenten-
Spritzguss, das Umspritzen von Einlegeteilen und auch
das Schäumen gehören zum täglichen Geschäft an der
Waterkant.
Über 50 Jahre hinweg hat man sich dort Know-how
und treue Kunden aus den Bereichen Tabakindustrie,
Medizintechnik, Sicherheitstechnik, Maschinen- und
Anlagenbau und anderen erarbeitet. Für dieses breite Feld von Anwendungen spritzt man Kunststoffteile
mit 1,5 g bis zu 2 kg Gewicht. Mehrkomponenten-
Spritzguss, das Umspritzen von Einlegeteilen und auch
das Schäumen gehören zum täglichen Geschäft an der
Waterkant.
Der eigene Formenbau erstellt nicht nur die Formen selbst.
Vielmehr kann Ballerstedt seinen Kunden die ganze Dienstleistungskette
von der Form-gerechten Teilekonstruktion
bis hin zum fertigen Bauteil oder der einbaufertig
montierten Komponente anbieten. Um dieses Know-How
umzusetzen, ist der eigene Formenbau mit Funkenerosion
und Bearbeitungszentren ausgestattet. Mit moderner
Programmierungssoftware und neuen Werkzeugen nimmt
der Anteil der Funkenerosion aber immer weiter ab. Zudem
wird mehr und mehr hartgefräst. „Wir fräsen heute vielmehr
fertig als früher und benötigen viel weniger Elektroden“,
freut sich Jürgen Kätzel, Leiter Werkzeugbau bei Ballerstedt,
nicht nur über die gewonnene Zeit und geringere Kosten,
sondern auch über höhere Standzeiten der Formen.
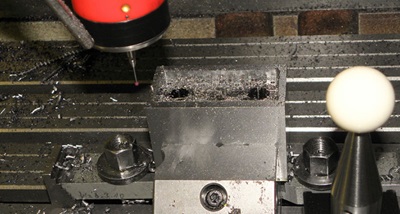
 Schon seit etwa 10 Jahren ist auf dem Bearbeitungszentrum
ein Messtaster mit Infrarot-Signalübertragung von m&h
im Einsatz. „Der war noch nie kaputt und wir sind noch nie
Kollision gefahren“, zeigt sich Kätzel zufrieden über die
gute Qualität von m&h und die Vorsicht seiner Bediener.
Schon seit etwa 10 Jahren ist auf dem Bearbeitungszentrum
ein Messtaster mit Infrarot-Signalübertragung von m&h
im Einsatz. „Der war noch nie kaputt und wir sind noch nie
Kollision gefahren“, zeigt sich Kätzel zufrieden über die
gute Qualität von m&h und die Vorsicht seiner Bediener.
Soweit so gut, bis ein Projekt für einen Kunden aus der
Medizinsparte an die Firma Ballerstedt herangetragen
wurde. Es sollten naturnahe anatomische Modelle
von Schädeln, samt Innenstrukturen der Knochen und
Knorpel, aus Kunststoff hergestellt werden, wie sie für
Operationsvorbesprechungen und andere anatomische
Studien gebraucht werden. Dazu war es notwendig,
völlig frei geformte Flächen und Strukturen in die Form
und deren Schieber einzupassen. Um diese komplizierte
Struktur serienreif und in der Kunststoffspritzmaschine
prozesssicher zu machen, sollten die Formeinsätze der
Form und ein großer Schieber in Galvanoschalen erstellt
werden. Beim Wechsel eines Einsatzes muss dann allerdings
jede neue Galvanoschale sofort wieder genauso sitzen, wie
die Vorherige. Das aber nicht bezogen auf die glatte Seite der
Form, sondern auf die stark strukturierte Forminnenseite,
die nahezu vollständig aus frei geformten Flächen besteht.
Zwar könnte man die Endkontrolle auf einer Messmaschine
durchführen, bei Abweichungen der Flächen kann das
Werkstück aber nicht wieder aufgenommen werden, ohne
zusätzliche Ungenauigkeiten zu kreieren. Eine verlässliche
Reproduzierbarkeit schien unmöglich.
 Angeregt von einem Anwenderbericht in der Fachpresse hat
sich Jürgen Kätzel dann aber gezielt über die Software 3D
Form Inspect von m&h informiert. Mit dieser Software kann
er die CAD-Daten einer Konstruktion mit den tatsächlichen
Istwerten des Werkstückes in der Maschine vergleichen.
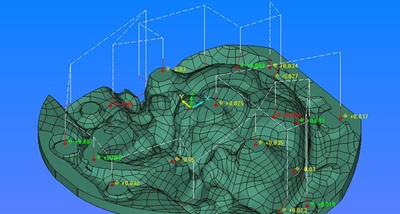
Dazu wird in der Software 3D Form Inspect auf Basis der
CAD-Konstruktion ein Flächenmodell des Werkstückes
erzeugt, auf dem mit einem Mausklick oder bereits in
der Konstruktion eingearbeitet zu messende Punkte
festgelegt werden.
Angeregt von einem Anwenderbericht in der Fachpresse hat
sich Jürgen Kätzel dann aber gezielt über die Software 3D
Form Inspect von m&h informiert. Mit dieser Software kann
er die CAD-Daten einer Konstruktion mit den tatsächlichen
Istwerten des Werkstückes in der Maschine vergleichen.
Dazu wird in der Software 3D Form Inspect auf Basis der
CAD-Konstruktion ein Flächenmodell des Werkstückes
erzeugt, auf dem mit einem Mausklick oder bereits in
der Konstruktion eingearbeitet zu messende Punkte
festgelegt werden.
Mit einem weiteren Klick wird jedem
Messpunkt die gewünschte Messfunktion zugeteilt. Die
Software generiert je nach Messfunktion automatisch
zugehörige Gegenpunkte und das Verfahrprogramm für die
Maschine. Mit einer Bildschirmsimulation wird die Machbarkeit
aller gewünschten Messungen geprüft und eine
Kollisionsbetrachtung des einzusetzenden Messtasters
mit dem Werkstück vorgenommen. Nicht kollisionsfrei
erreichbare Punkte werden deutlich markiert und aus dem
Programm ausgeschlossen. „Das ist eine gute Sache. Die
gibt uns eine hohe Sicherheit“, bestätigt
Kätzel unumwunden.
Das so generierte Programm wird an die Maschine
übertragen und dort wie jedes andere Bearbeitungsprogramm
aufgerufen und abgearbeitet. Zu Beginn des
Messprogrammes wird der Taster an einer Keramikkugel
im Arbeitsraum kurz kalibriert. Damit werden latente
Fehler durch Wärmeausdehnung oder andere
Maschineneinflüsse erfasst und in die Berechnung der
Messwerte einbezogen. Durch dieses, für m&h patentierte Verfahren entstehen
jederzeit wiederholbare und verlässliche Messwerte,
die denen auf Messmaschinen entsprechen. In einem
neuen Programm werden diese Messwerte dann von der
Maschinensteuerung protokolliert und können sofort
am Computerbildschirm sichtbar gemacht werden. Sie
können jederzeit als Protokoll ausgedruckt oder an einen
übergeordneten Rechner weitergegeben werden.
Diese Sache lohnt sich in
jedem Fall und macht sich
schnell bezahlt
„Endlich habe ich eine direkte Kontrolle der Fräsmaße und
weiß was ich wirklich gefräst habe“, freut sich Kätzel über
die direkte Rückmeldung. „Nun habe ich Kontrolle über
meine Genauigkeit, auch bei Freiformflächen, und kann
reproduzierbar fertigen. Seitdem kann ich die Galvano-
Einsätze einfach tauschen und die Produktion geht sofort
weiter. Sogar bei den schwierigen anatomischen Modellen.
Das war vorher nicht möglich.“
Schnell zeigten sich weitere positive Auswirkungen
auf den Betriebsablauf und die Produktivität. So sind
beispielsweise die Tuschierzeiten erheblich gesunken.
Mangelnde Formgenauigkeit mancher Fräswerkzeuge und
Werkzeugabdrängung während der Bearbeitung führen
zu Abweichungen an den Flächen und machen partielle Nacharbeit der jeweiligen Flächen notwendig. Das kann nun
unmittelbar und noch in gleicher Aufspannung erfolgen.
Die Auswahl der Werkzeuge erfolgt zunehmend nach
anderen Kriterien als zuvor. Auch Trennebenen in den
Formen werden bei Ballerstedt nun, wo immer möglich,
fertig gefräst. Das Messen mit 3D Form Inspect ermöglicht
die unmittelbare Kontrolle der tatsächlichen Maßhaltigkeit.
Dann wird gegebenenfalls maschinell nachgearbeitet.
 „Das spart unheimlich Zeit und in der Genauigkeit und
Qualität haben wir gewaltig zugelegt, besonders bei den
Freiformflächen“, sagt Jürgen Kätzel. „Kürzlich haben
wir 32 Schieber gefräst, und alle waren genau gleich!
Doppelt vorhandene Formeinsätze können jetzt einfach
ausgetauscht werden und weiter geht’s.“
„Das spart unheimlich Zeit und in der Genauigkeit und
Qualität haben wir gewaltig zugelegt, besonders bei den
Freiformflächen“, sagt Jürgen Kätzel. „Kürzlich haben
wir 32 Schieber gefräst, und alle waren genau gleich!
Doppelt vorhandene Formeinsätze können jetzt einfach
ausgetauscht werden und weiter geht’s.“
 Und dann ergibt sich da noch was: Aus Kosten- und
Kapazitätsgründen arbeitet auch Ballerstedt zu einem
gewissen Teil mit Formen von anderen Formenbauern, für
die Jürgen Kätzel als Leiter Werkzeugbau dann ebenfalls
die Verantwortung im Betriebsablauf übernimmt. Auch bei
solchen Formen gibt es immer wieder mal Abweichungen.
„Gewinde und Trennungen sind öfter mal nicht passgenau“,
berichtet Kätzel. „Seit geraumer Zeit nehme ich jede neue
Form erst mal auf die Maschine und messe mit m&h nach.
So habe ich eine schnelle Kontrolle und kann gegebenenfalls
sofort korrigieren.“
Und dann ergibt sich da noch was: Aus Kosten- und
Kapazitätsgründen arbeitet auch Ballerstedt zu einem
gewissen Teil mit Formen von anderen Formenbauern, für
die Jürgen Kätzel als Leiter Werkzeugbau dann ebenfalls
die Verantwortung im Betriebsablauf übernimmt. Auch bei
solchen Formen gibt es immer wieder mal Abweichungen.
„Gewinde und Trennungen sind öfter mal nicht passgenau“,
berichtet Kätzel. „Seit geraumer Zeit nehme ich jede neue
Form erst mal auf die Maschine und messe mit m&h nach.
So habe ich eine schnelle Kontrolle und kann gegebenenfalls
sofort korrigieren.“
Auch bei Ballerstedt macht man die Erfahrung, dass mit
zunehmender Verwendung von 3D-CAD-Konstruktionssystemen
die Formen und Formtrennungen immer
komplizierter werden. Umso wichtiger ist die unmittelbare
Kontrolle, wie sie mit 3D Form Inspect noch in der
Aufspannung in der Maschine möglich ist. Der Umgang mit
der Software von beschreibt man bei Ballerstedt als nahezu
selbsterklärend und völlig unproblematisch. „Diese Sache
lohnt sich in jedem Fall und macht sich schnell bezahlt“
berichtet Jürgen Kätzel. Um dann anzufügen: „Es klingt
wahrscheinlich sehr banal, aber ich kann ohne das Messen
in der Maschine nicht mehr leben.“