Co nowego w QUINDOS 2019.2
Druga z dwóch corocznych głównych aktualizacji oprogramowania QUINDOS posiada nową opcję VCMM II do sprawdzania niepewności pomiarowej poszczególnych cech.
Contact us
QUINDOS 2019.2 posiada nową opcję QUINDOS Virtual CMM – VCMM II do określania niepewności pomiarowej mierzonych cech. Zweryfikowany przez Federalny Zakład Fizyczno-Techniczny (PTB) model opiera się na najnowszych modelach matematycznych i standardach technologicznych wykorzystujących symulację komputerową zgodnie z normą VDI/VDE 2617 Arkusz 7.
Kliknij na Zalety i Cechy (‘Features & Benefits’), aby dowiedzieć się więcej o nowej funkcji oprogramowania.
Wersja oprogramowania QUINDOS 2019 zwiększa funkcjonalność modułów do kontroli kół zębatych:
- Określanie offsetu (przestawienia) narzędzi do frezowania/szlifowania
- Ocena kształtu linii stopniowo zwężającego się zęba w kierunku natarcia w celu kontroli strategii szlifowaniadla przeciągaczy z rowkami pierścieniowym
- Optymalizacja i aktualizacja opcji kontroli uzębienia (korony) Hirth'a
- Moduł QUINDOS Gears oferuje wykresy liniowe (punktowe) typu "wszystko w jednym", które wizualizują oceny linii śrubowej i profilu zębatki w skondensowanym formacie. Dodano również opcję specjalnych wymiarów pomiarowych powyżej 3 kulek
QUINDOS 2019.2 oferuje również wiele różnorodnych udoskonaleń wraz z ulepszeniem stabilności.
-
Zalety I Cechy
NOWOŚĆ: Dostępna opcja QUINDOS Virtual CMM – VCMM II
Zweryfikowana przez PTB opcja Virtual CMM do symulacji niepewności pomiarowej poszczególnych cech
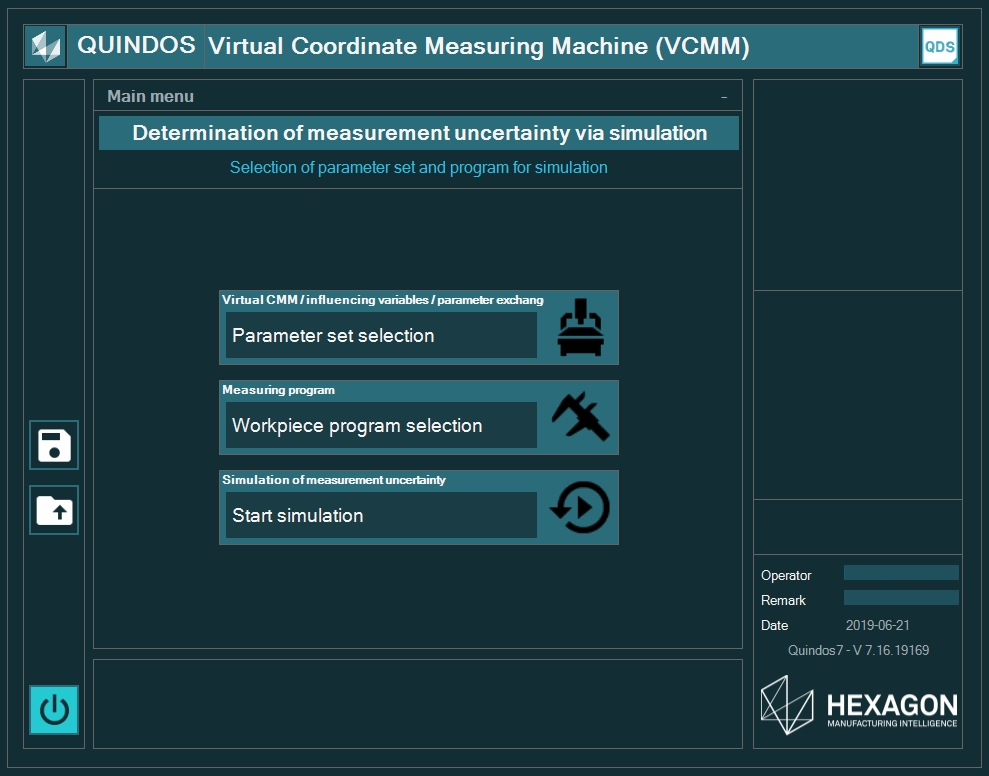
Opcja VCMM II wykorzystywana jest do określania i zapisywania (tworzenia dokumentacji) niepewności pomiarowej dla konkretnego zadania pomiarowego podczas przeprowadzania pomiarów stykowych za pomocą współrzędnościowej maszyny pomiarowej bez stołu obrotowego. Indywidualna niepewność pomiarowa mierzonej cechy określana jest zgodnie z najnowszymi modelami matematycznymi PTB. Symulacja numeryczna PTB jest obecnie standardem. Opcja ta bierze pod uwagę nowe wpływy i ich korelacje, aby sprostać wymaganiom skomplikowanych zadań pomiarowych wykorzystujących standardy technologiczne nowoczesnych urządzeń pomiarowych. Wpływ skanerów, narzędzi, wymiany narzędzi, warunków otoczenia, a także samej części stanowi część tej określonej niepewności pomiarowej. Opcja VCMM I oferuje wydajną i niezawodną metodę monitorowania i weryfikacji zgodności pomiarów z obowiązującymi obecnie normami.
Symulacja niepewności pomiarowej poszczególnej części przeprowadzana jest dla każdej indywidualnej cechy po zakończeniu pomiarów. Symulacja opiera się na czynnikach mających wpływ na niepewność pomiarową określoną na rzeczywistej współrzędnościowej maszynie pomiarowej. Czynniki te przechowywane są w zbiorze parametrów jako cyfrowa "bliźniacza wersja" współrzędnościowej maszyny pomiarowej.
Zespół serwisowy zapewnia pomoc podczas wstępnego określania zbioru parametrów i wyznaczania błędu (ryzyka) resztkowego maszyny. Warunki otoczenia (temperatura) i czynniki wpływu zostają określone i zapisane (udokumentowane). Wyznaczenie błędu (ryzyka) resztkowego wymaga posiadania ważnego testu akceptacji przeprowadzonego zgodnie z normą EN ISO 10360-2:2002-05. Maszyna pomiarowa musi zostać sprawdzona, czy działa zgodnie ze specyfikacjami.
Ważne dla zadania pomiarowego czynniki wpływu mogą być stale rejestrowane oraz zapisywane przez operatora. Nasi pracownicy oferują i przeprowadzają niezbędne szkolenia. Tworząc programy części otrzymasz informacje o najlepszych rozwiązaniach oraz instrukcje w jaki sposób można wykorzystać w tej opcji indywidualne komendy.
Czas trwania (liczba przebiegów symulacji) i harmonogram symulacji zależy od rodzaju zadania pomiarowego.
Parametry te mogą być zmieniane i dostosowywane do konkretnych zadań pomiarowych, zapewniając możliwość elastycznego reagowania na wymagania dotyczące wydajności i dokładności. Oprogramowanie QUINDOS posiada interfejs użytkownika o przejrzystej strukturze, który prowadzi użytkownika przez kolejne etapy - od określenia zadania pomiarowego po raport końcowy. Niepewność pomiarowa może być definiowana indywidualnie dla każdej cechy w raporcie, a także za pomocą grafiki. Wynik graniczny może być różnicowany dla kontroli wstępnej i końcowej (wejściowej i wyjściowej) bądź przedstawiany zgodnie z konwencjonalną (standardową) grafiką programu QUINDOS, czyli bez wykazywania niepewności pomiarowej poszczególnych cech.
-
Dane Techniczne
Zalecane wymagania systemowe
System operacyjny
QUINDOS 2019 R2 działa na 64 bitowym systemie operacyjnym Windows 10. Jako minimum wymagany jest system operacyjny Windows® 10 Wersja 1607, a zalecana wersja to Windows® 10 Wersja 1803. Wersja oprogramowania QUINDOS może również działać na 64 bitowym systemie operacyjnym Windows 7®, jednak wsparcie i poprawki błędów systemowych będą ograniczone.
Microsoft .NET Framework
Jeśli nie posiadasz .NET Framework 4.7.1 dla systemu Windows, instalator QUINDOS zainstaluje go dla Ciebie.
Sprzęt
Zalecamy następującą konfigurację sprzętu podczas stosowania pakietu oprogramowania QUINDOS
zawierającego opcje CAD oraz podczas korzystania z oprogramowania QUINDOS w połączeniu z opcją QUINDOS
Reshaper lub pakietem oprogramowania I++Simulator- Procesor: 2GHz;4C i 8,25MB Cache
- RAM: 32 GB, 2.666 MHz
- Karta graficzna: NVIDIA® Quadro® P4000, 8 GB, 4 DP (5820T)
- Dysk twardy: 1 x 256 GB SSD HD, 1 x 1 TB SATA HD
- Monitor TFT: 24-calowy (rozdzielczość monitora 1920 x 1200)
Zalecamy drugi monitor TFT.
Druga karta sieciowa interfejsu sieciowego (wymagana do komunikacji maszyny)
Proszę sprawdzić czy wymagany jest interfejs szeregowy do połączenia ze starszą wersją maszyny.
Proszę zapoznać się także z Informacjami o Nowej Wersji Oprogramowania
