CT データ解析が TE Connectivity がエンドツーエンド品質検査の究極の目標を達成する上でどのように役立っているかについて
TE Connectivity、 アレキサンダー・ストコウスキー

Engineering Reality 2024 年1号
スマートマニュファクチャリングの加速
メーカーは Volume Graphics ソフトウェアを使用して設計、シミュレーション、製造分野の 重要な洞察を得ることができます。
完全デジタル化された動きは、モデルと機械の自動化、接続性、信頼性を求めるメーカーを魅了しています。製造リーダーシップカウンシル等の調査では、マニュファクチャリング 4.0 、関連するデジタル設計、製造イニシアチブの分野で強力な投資の実施とその結果が示されています。堅牢なデジタルフレームワークを導入することで、製品データの作成と管理の速度、深さ、俊敏性が向上します。
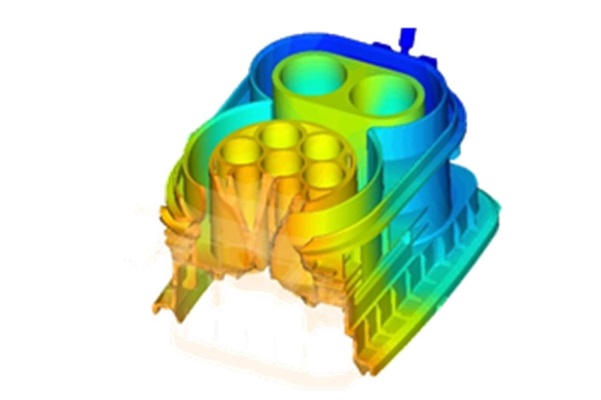
図1 シミュレーションは、材料の挙動を予測し、設計パラメータを試験することで、早期の品質測定ワークフローに役立ちます。この自動車充電インレットの最終的な CT 生産スキャンは、新たな差異や製造上の歪みについてもシミュレーションに情報を提供します。画像提供:TE-Connectivity
従来の CAD/CAE/CAM 分野では、相互接続されたデジタルプラットフォームの利点が印象的ですが、品質検査のためのコンピュータ断層撮影 (CT) データ解析は、今日の成長するデジタル環境においてその範囲と目的を大幅に拡大しています。これは設計、シミュレーション、製造の中核的なツールに重大な影響を与え、CT データ解析ソフトウェアにより、通常は上流で使用されるこれらのツールの役割がさらに強力になっています。
CT 解析からの設計と生産へのフィードバック
モデルベース定義 (MBD) の確立は、図面やハイブリッドアプローチを超えたエンジニアリングを促進しつつあります。手動によるデータの読み取りが MBD に移行することで、製品製造情報 (PMI) ファイルから機械やその他のプログラムまで、製品開発全体にわたってより深く広範な情報スレッドが作成されます。
デジタルスレッドに含まれるのは、幾何学的注釈や製造指示だけではありません。企業は、設計、シミュレーション、仮想テストのための情報ループを作成し、精度、仕様への適合性を向上させ、生産までの時間を短縮しています。
これらの新しい開発サイクルは、より早期に意思決定を下し、製品と製造方法の生産後期の検証を減らすというこの 40年間の傾向を補強しています。
品質検査のベンチマークを設定
電気自動車、航空機、デジタルインテリジェントファクトリー、風力発電、太陽光発電、協働ロボット、 IoT、高速接続用の接続とセンサーソリューションに携わる企業が MBD と高度な検査方法に投資するのは当然のことです。TE Connectivity は、信頼性と耐久性の高い電子製品に基づく革新的な技術の変化の変化を支援するという目標を掲げ、設計された品質に真剣に取り組んでいます。
この「設計された」パスは、従来の設計ワークフローの使用の限界に対して国際標準化機構 (ISO) が進めている幾何特性仕様 (GPS) 規格と仮想計測の利点をもたらします。古いワークフローでは、図面、2 次元、3 次元デジタルシステムを使用し、MBD よりは複雑ではないもののモデル変換中に情報が失われることが多く、品質測定プログラムを作成する際に手間のかかる手動プログラミングが必要になります。
「GPS は、真のモデルベースのシステムと正確な数学的定義を構築する唯一の方法です」と TE Connectivity の開発ディレクター、 アレキサンダー・ストコウスキー氏は話します。シックスシグマ認定のブラックベルトを有し、Baden-Württemberg Cooperative 州立大学 (DHBW) の測定技術と GPS の講師であるストコウスキー氏は、10年間デジタルトランスフォーメーションに携わってきました。
「GPS は、部品の中心軸を導き出し、90 度の測定方向を取得し、点を検出する上で重要です。数学的に正確でなければ、測定システムの現実的な作成はもちろん、自動化は不可能です」と ストコウスキー氏は言います。
ストコウスキー氏と TE Connectivity が自動車製品事業部で MBD、GPS の適合性、CT データ解析の統合への過程を始めたのは、2012 年頃でした。そこで最初のパイロットプロジェクトが始まりました。「開始から 2 年後の 2013年末までには、新しい製品開発のすべてを CT 測定環境に取り入れることをほぼ決定し、100 パーセントを目標としました。」と ストコウスキー氏は説明します。


図 2A (左) Moldflow ソフトウェアにおける以前にテストされた高出力充電インレットコンボボディの実世界の成形サンプル。 画像 2B (右) PMI 品質注釈が付いたインレットの CAD モデルと公差のリスト。Creo からのデータ変換は不要です。詳細な CAD PMI は VGMETROLOGY に自動的に直接インポートされます。画像提供:TE-Connectivity
この先駆的な決定は、業界による新しい ISO 規格の導入の初期段階で行われ、新しい ISO 準拠 GPS 機能の統合を生み出すために PTC (Creo)、 TE Connectivity および Volume Graphics (VG) との間で緊密な協力関係が生まれました。
完全なマルチベンダー統合により、モデルベースの注釈と PMI の使用が増加し、これにより仮想テストと実際の測定結果のループを設計と FEA 成形シミュレーションに戻し、プロトタイピング、初品検査 (FAI) と生産に送ることにつながります。
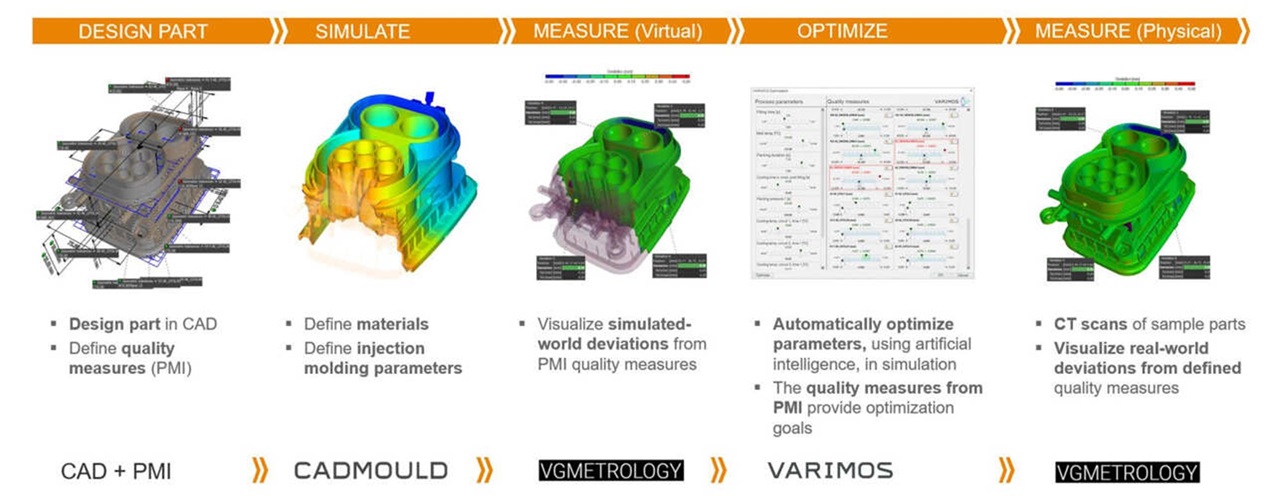
図 3:仮想および物理的な品質ワークフロー - (L-R) 部品の設計と品質測定の定義、(必要な場合) 設計用のデジタルレポートとシミュレーションフィードバックの生成、 PMI からの部品の視覚化と評価、シミュレーションとスキャンプログラム内で AI を使用したパラメータの最適化、実世界の偏差を測定するサンプル部品のCT スキャン。設計後:インライン検査マクロ、スキャン、解析、評価の準備。生産後:現場で返品された部品を解析し、設計フィードバックを提供し、継続的な改善につながります。画像提供:TE-Connectivity
「私たちは、最終リリース日よりかなり前に標準を実現して人々を驚かせました」と ストコウスキー氏は話します。「3D 注釈の表示方法などの方向性が ISO 原案で明確になるまで、なぜ 3 〜 5年も待たなければならないのでしょうか?
「ステップ 214 と 242 は私たちの統合に不適切でした」とストコウスキー氏は言います。「私たちは Creo ツールキットと ISO-GPS のアプリケーション プログラミングインターフェース (API) を使用して VGMETROLOGLY と VGSTUDIOMAX ソフトウェアに直接的なインターフェースを確立しました。これらには、私たちが FAI から導き出された値を再利用できるカスタマイズされた特別な機能が追加されています。これがすべてです。Creo および VGMETROLOGY からの幾何寸法および公差 (GD&T) 機能と SIMCON の VARIMOS の統合。設計とシミュレーションを品質測定と相互接続させる他のソフトウェアは不要です。」
TE Connectivity のデジタル計測プログラムの最初の目標は、設計された部品と製造された部品を一致させることでした。ほとんどの場合、これは、金型における通常の中心公差の懸念と典型的な押出し跡と小さな欠陥を持つ成形製品に取り組むことを意味します。モールドシミュレーションと仮想計測は、成形とプラスチック部品の生産の機能的な面と外観面の両方を特定し、解決することに役立ちます。FAI は、3 次元モデルとシミュレーション、成形、製造部品を調整し、不一致がほとんどない状態で統一するフィードバックループに導きます。そこから、自動検査用の Volume Graphics ソフトウェアから品質テンプレートが作成されます。
「10年、15年前は、設計者たちは、金型から出てくる細部について考えることにあまり時間を費やしませんでした」と ストコウスキー氏は話します。「その多くは、現在、金型ソフトウェアと私たちが作成している自動化ループで処理されています。部門横断的なチームがすべてのデータを直ちに確認し、すばやく使用できるようになっています。」
品質の投資回収率 (ROI)
全体として、品質の価値はあまり議論されていません。品質はブランドを構築し、顧客を引き付け、保証請求、修理サービスの人件費、予期しない問題の根本原因を見つけるためのプロセスと設計方法の再検討などのバックエンドコストを軽減します。
一方、財務マネージャーは、基本的な運用投資以外のすべてに疑問を投げかけ、収益性の高い現状維持に満足します。エンジニアは、以前のプログラムよりも複雑な新しいシステムの適応に不満に思うことがあります。品質アップグレードへの投資、学習、導入は、色々な面で組織に負担をかけます。
「TE Connectivity の品質の真の価値は、時間の節約です」と ストコウスキー氏は言います。「ユーザーは、耐久性があり、信頼性が高く、優れた製品に時間をかけ、価値を見出します。
「 4 〜 6 週間の開発時間と輸送で潜在的に実現される時間の節約の価値はどれくらいでしょうか?」とストコウスキー氏は尋ねます。「機械やソフトウェアのコストと比較して、どのように計算されるでしょうか?正確な答えはありません」と彼は言います。「しかし、当社にはユーザーと協力し、スタッフを訓練し、革新に貢献する品質のインフラを構築するセンター・オブ・エクセレンス(CoE)があります。これは、それ自体がビジネス価値の表現です。」

図 4 200 本の電気接続ピンを備えた自動車エンジンコントロールユニット (ECU) 。これは TE-Connectivity が品質検査を自動化する試みの最初のテスト部分でした。写真提供:TE-Connectivity
時間の節約と初期のエンジンコントロールユニット
「設計、シミュレーション、スキャン、デジタル計測レポートの作成に 10日間の納期を目指しています」とストコウスキー氏は説明します。「今、さまざまなことが起きています。物理的な仕事を行う前に、できるだけ多くのことを完了することを目指しています。」
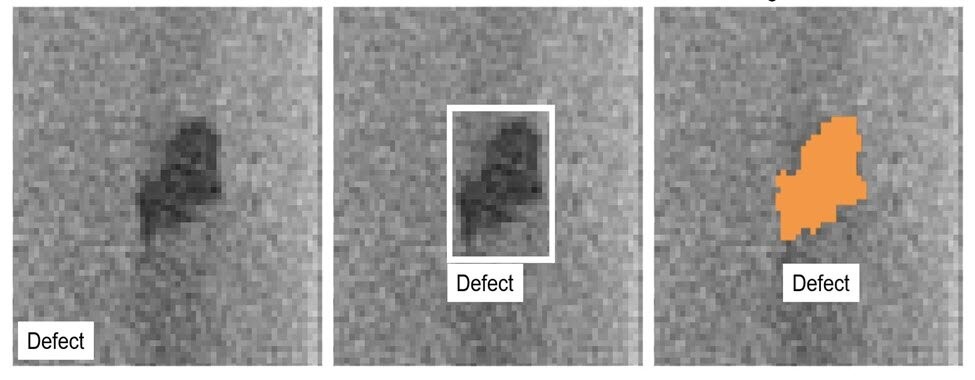
図 5 人工知能と機械学習は、ラベル付け、品質データの分類、問題部分の特定、自動 CT 検査中の識別と行動のための欠陥のセグメント化に強力な技術です。画像提供:Volume Graphics
Volume Graphics は Adaptive Measurement Templates によるデータのフロントロードとループ化でTE Connectivity を支援しました。テンプレートは AI と機械学習を使用して欠陥の分類、場所の特定、セグメント化を行います。また、スキャン解析の大部分を自動化し、計測レポート用の情報を取得します。TE Connectivity の目標は、解析時間を 10 日から 5 日に短縮することです。
ストコウスキー氏の「クラシックデザインサイクル」プロジェクトの 1 つは、 Volume Graphics ソフトウェアを使用した 2014年の 完全 CT デジタル解析イニシアチブの直前に行われました。これには、エンジンコントロールユニットの成形と部品の開発が含まれていました。自動車セクターに属するこのユニットは、この種では初めての 200 本以上の電気接続ピンを備えたものでした。
ストコウスキー氏は続けます:「部品を図面要件に適合させるために、ほぼ 1年かかり、10 回以上の反復ループが必要でした。非常に骨の折れる、延々と続く作業でせいた。それからわずか 3年半後には、最初の金型交換を実施する必要がありました。チームの反応を想像してみてください!「ああ、コンディショニングと補正ループを作るのに、もう 1年かかる」と、彼らはがっかりしていました。ストコウスキー氏は苦笑しました。
「その時点で、私たちはすでにデジタル計測のプロセスを実行し、1 回のループ内で金型設計を行っていました」と彼は言います。

図 6 (左から右へ) CT 測定とデジタル化を行う初の ECU プロジェクトに着手する成形シミュレーション主任エンジニア パトリック・バートラム氏、エンジニアリングトランスフォーメーションディレクター アレキサンダー・ストコウスキー氏、COE GD 計測マネージャー アーメッド・アジャズ氏 画像提供:TE-Connectivity
開発時間を 75% 短縮する目標
現在、TE Connectivity は、以前金型と部品の開発プロセスにかかった時間を 25% に削減することを目指しています。ストコウスキー氏は、GD&T の実践的な改良、または問題を議論する時間、プログラムをつなぐ「スレッド」のデジタルの不一致を解決など手動の仕事は常に残ると言います。実験計画法 (DOE) を採用するすべての金型にリソースが存在するわけではありません。しかし、同社の重要な金型は DOE を使用し、すべての新しい金型も VGMETROLOGY ソフトウェアを採用します。
サプライヤーも新しいアプローチを採用しています。多くの企業が独自の仮想計測システムを購入しています。外部の金型メーカーの 20%~30% が、統合されたデジタルシステムを使用しています。社外でスキャンを行い、社内でソフトウェアを使用する企業もあります。すべての金型メーカーは、 TE Connectivity が CoE で完全な計測レポートを実施する前に材料コンプライアンス チェックと基本測定を行います。
ストコウスキー氏は、最終的には TE Connectivity の品質プロセスがすべてのサプライヤーによって採用されるが、GPS と仮想計測の両方にコストと文化の障壁が存在するため、このビジョンは近い将来には実現しないと予想しています。一方、彼のチームと CoE は、実際的な理由から「私たちの仕事の75% 」のみに適用すると予想するが、今後も「プッシュボタン」プロセスに向けて取り組む予定であるとストコウスキー氏は言います。
TE Connectivity の品質プロセス改善手法の結果、多くの進歩とマイルストーンが達成されました。
- すべての新しい射出成形部品は MBD で実行される
- 射出成形部品の 100% がスキャンされ、触覚測定が不要になる
- 部品仕様は ISO-GPS 規格に合わせて Creo で 作成され、変換される
- Creo と VGMETROLOGY ソフトウェアを直接的に統合する
- すべての製品データの 75% が PMI 経由で転送される
- インターフェースの不適合による再加工のみが個別に行われる
TE Connectivity は、EMEA 地域の射出成形部品の最終部品検査において 6 台のスキャナーをライン内で接続しています。スキャナーと Volume Graphics ソフトウェアは、部品全体ではなく、部品の重要寸法とターゲット領域を計測後のレポートで確認します。ここではコストと時間が重視されます。また、部品の仮想設計、解析、試験を初期段階で行い、初品検査時の検査と組み合わせることで、コンプライアンスが満たされ、工場で再検査されていることを確認します。同社は、世界中で 23 台のスキャナー、Creo のグローバルライセンス、Volume Graphics のソフトウェア一式を保持しています。また、これらのデジタル技術の統合と販売のためのコンピテンスセンターを運営しています。
品質は大詰めです
技術投資に関するビジネス上の議論は長期にわたり、事実を明らかにするために会計学が完全に使用されることはめったにありません。しかし、品質は多くの企業、特に製造業にとって大詰めです。品質とは、顧客を引き付け、維持し、組織への影響において重要で浸透する事柄について技術チームを集中させる価値の整合です。
「TE Connectivity の品質ツールとデジタルシステムは、製品の改善方法、動作の理由、差異の特定と予測方法など、製品について多くのことを教えてくれます」とストコウスキー氏は言います。「直近では、私たちは時間を節約し、e モビリティなどの他の分野を前進させる素晴らしい製品を構築しています」と彼は続けます。「仮想計測とデジタル化を使用すれば、無限の宝箱を獲得できます。」