Rüstzeiten Weg Tasten
HAVLAT Präzisionstechnik - Deutschland
Kontakt

Mit Messtaster und Software von m&h kann Havlat in Zittau seine Rüstzeiten entscheidend senken und gewinnt Fertigungssicherheit.
Im östlichsten Zipfel Sachsens, in Zittau, findet sich eine wahre Erfolgsstory Ost. In neugebauten Fertigungshallen hat sich die Firma Havlat mit moderner Zerspanungstechnik etabliert. Aufgeteilt in verschiedene Betriebsteile werden die verschiedensten Komponenten gefertigt und teilweise bereits einbaufertig montiert.
Dementsprechend breit ist das Teilespektrum von Kleinstteilen von wenigen Millimetern über Teile mittlerer Größe, wie Turbinenschaufeln für Dampf- und Gasturbinen bis zu großen Gehäuseteilen von Turbinen oder vormontierten Maschinenbetten mit Arbeitstischen. Drehen kann Havlat bis zu einem Durchmesser von 5 Metern. Teilegewichte bis 45t können bearbeitet werden. Fräsen kann man Längen bis 14m. Rundschleifen ist bis zu 1,6m möglich. Der Maschinenpark reicht von Drehzentren und Bearbeitungszentren aller Größen bis hin zu großen Bohrwerken und Karusselldrehmaschinen.
Mit der Wende im Jahr 1989 ging es endlich richtig los. Heute ist der ehemalige Werkzeug- und Formenbau Havlat ein stattliches, produzierendes Unternehmen mit derzeit 265 Mitarbeitern. Davon sind 43 Lehrlinge, mit guten Aussichten für eine Übernahme nach der Lehre.
In der Fertigung sehr großer Werkstücke sind deutlich andere Probleme zu bewältigen, als bei einer Serienfertigung mittlerer Teilegrößen. Das beginnt beim Handling der Werkstücke und endet mit der Aufgabe, die Arbeitsergebnisse an den Werkstücken zu messen und zu protokollieren. Das Rüsten der Maschinen mit solch großen Werkstücken ist immer eine Frage von mehreren Stunden. Das Ausrichten der Werkstücke ist meist langwierig. Die langen Rüstzeiten beeinträchtigen die Produktivität der Einzelmaschine ebenso, wie die Kapazität des gesamten Betriebes.
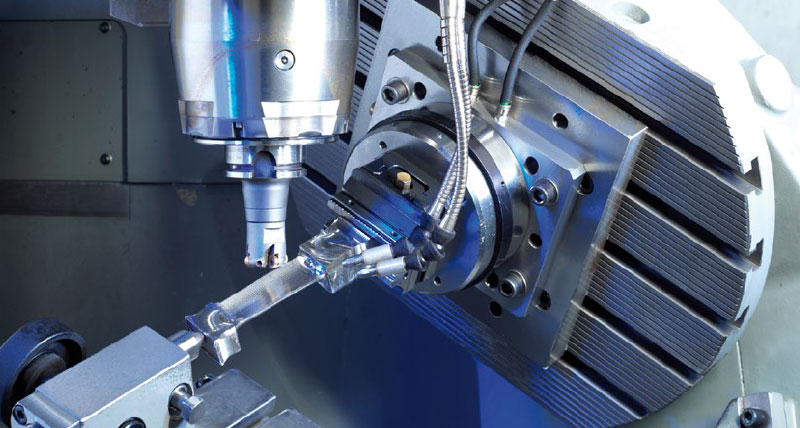 Bei Havlat wurden die großen Bohrwerke von Alesa Monti mit einem m&h Messtaster mit Funk-Datenübertragung ausgestattet. Die Funkübertragung von m&h basiert auf einer Funktechnik mit festen Kanälen im bewährten 433 MHz-Band. Beim m&h Funktaster stehen 64 Kanäle frei wählbar zur Verfügung, damit eventuellen Störsignalen auf gleichem Kanal gezielt ausgewichen werden kann. Außerdem können so nahezu beliebig viele Maschinen in unmittelbarer Nachbarschaft betrieben werden, ohne sich gegenseitig zu stören. Die leistungsstarke Funktechnik empfiehlt sich nicht nur wegen der weiten Übertragungswege in diesen großen Maschinen, sondern auch, weil der Messtaster in solchen 5-achsigen Maschinen unter allen Winkellagen und auch beim Eintauchen in Werkstücke eine störungsfreie Übertragung der Messsignale an die Steuerung sicherstellen muss. Deshalb untersucht der Funkempfänger von m&h während der gesamten Einschaltdauer der Maschine alle seine Kanäle und sperrt von sich aus die Kanäle, auf denen er signifikante Störsignale empfängt.
Bei Havlat wurden die großen Bohrwerke von Alesa Monti mit einem m&h Messtaster mit Funk-Datenübertragung ausgestattet. Die Funkübertragung von m&h basiert auf einer Funktechnik mit festen Kanälen im bewährten 433 MHz-Band. Beim m&h Funktaster stehen 64 Kanäle frei wählbar zur Verfügung, damit eventuellen Störsignalen auf gleichem Kanal gezielt ausgewichen werden kann. Außerdem können so nahezu beliebig viele Maschinen in unmittelbarer Nachbarschaft betrieben werden, ohne sich gegenseitig zu stören. Die leistungsstarke Funktechnik empfiehlt sich nicht nur wegen der weiten Übertragungswege in diesen großen Maschinen, sondern auch, weil der Messtaster in solchen 5-achsigen Maschinen unter allen Winkellagen und auch beim Eintauchen in Werkstücke eine störungsfreie Übertragung der Messsignale an die Steuerung sicherstellen muss. Deshalb untersucht der Funkempfänger von m&h während der gesamten Einschaltdauer der Maschine alle seine Kanäle und sperrt von sich aus die Kanäle, auf denen er signifikante Störsignale empfängt.
Mit der Anschaffung großer Bohrwerke hat Havlat nicht nur die Ausrüstung mit m&h Messtastern bestellt, sondern gleichzeitig die Software m&h 3D Form Inspect gekauft. Diese Software vergleicht die Daten der CAD-Zeichnung des Werkstückes mit den tatsächlichen Werten, die mit dem Messtaster ermittelt werden, noch während das Werkstück in der Maschine gespannt ist. Dazu werden lediglich per Mausklick auf der Flächendarstellung des Werkstückes die Messpunkte und die Messfunktionen ausgewählt.
Die Antastzyklen der Steuerungen sind zwar eine gute Hilfe für das Ermitteln der Position des Werkstückes, reichen aber nicht aus, die tatsächliche Lage des Werkstückes zu bestimmen. Um die Rüstzeit zu verkürzen, hat Havlat das ergänzende Softwaremodul Best Fit von m&h installiert. Mit diesem Modul kann anhand der wichtigen Konturzüge des Werkstückes ermittelt werden, wie das Werkstück im Raum liegt. Die ermittelten Werte dienen zur Verdrehung des Koordinatensystems und Verschiebung der Nullpunkte in der Maschinensteuerung, um das Bearbeitungsprogramm in bestmögliche Deckung mit der tatsächlichen Lage des Werkstücks zu bringen. Die modernen Siemens 840D Steuerungen sind in der Lage, diese Werte optimal umzusetzen, ohne dass die Werkstücke genau auf einer vorbestimmten Position oder einer festgelegten Ausrichtung sein müssen. Mit Best Fit reicht es aus, das Werkstück nur ungefähr in die vorgesehene Position und Lage zu spannen. Das verkürzt die Rüstzeit um Stunden und ermöglicht, auch bei erheblichen Guss- oder Härteverzügen, toleranzhaltige Werkstücke zu fertigen.
Weil die Werkstücke oft die möglichen Messwege und zulässigen Gewichte der Messmaschinen überschreiten, werden bei Havlat nicht nur die großen Brocken nach der Bearbeitung noch in Ihrer Aufspannung in der Maschine mit 3D Form Inspect gemessen und kontrolliert. Im Falle etwaiger Abweichungen kann sofort maschinell nachgearbeitet werden. Das garantiert Genauigkeit und spart sehr viel Zeit. Wie in anderen Betrieben auch, war man zunächst skeptisch, ob die Bearbeitungsmaschine mit dem Messtaster vergleichbare Messwerte wie die Messmaschinen ermitteln kann. „Aber die Ergebnisse waren vergleichbar mit den Ergebnissen auf unserer Zeiss Messmaschine“, freut sich Konrad Havlat.
Konrad Havlat fordert von seinem Qualitätsbeauftragten die Prüfung des intensiveren Einsatzes von Messtastern auf den Maschinen mit Priorität auf der Kürzung der Rüstzeiten. „Da liegt das Potential, dass wir am schnellsten nutzen können“, nennt er seine Maxime. „Wir müssen nicht über schnellere Verfahrgeschwindigkeiten der Maschinen nachdenken, sondern über kürzere Rüstzeiten und optimale Nutzung der Maschinen. Dabei müssen wir den gesamten Fertigungsprozess im Auge behalten.“
Im östlichsten Zipfel Sachsens, in Zittau, findet sich eine wahre Erfolgsstory Ost. In neugebauten Fertigungshallen hat sich die Firma Havlat mit moderner Zerspanungstechnik etabliert. Aufgeteilt in verschiedene Betriebsteile werden die verschiedensten Komponenten gefertigt und teilweise bereits einbaufertig montiert.
Dementsprechend breit ist das Teilespektrum von Kleinstteilen von wenigen Millimetern über Teile mittlerer Größe, wie Turbinenschaufeln für Dampf- und Gasturbinen bis zu großen Gehäuseteilen von Turbinen oder vormontierten Maschinenbetten mit Arbeitstischen. Drehen kann Havlat bis zu einem Durchmesser von 5 Metern. Teilegewichte bis 45t können bearbeitet werden. Fräsen kann man Längen bis 14m. Rundschleifen ist bis zu 1,6m möglich. Der Maschinenpark reicht von Drehzentren und Bearbeitungszentren aller Größen bis hin zu großen Bohrwerken und Karusselldrehmaschinen.
Mit der Wende im Jahr 1989 ging es endlich richtig los. Heute ist der ehemalige Werkzeug- und Formenbau Havlat ein stattliches, produzierendes Unternehmen mit derzeit 265 Mitarbeitern. Davon sind 43 Lehrlinge, mit guten Aussichten für eine Übernahme nach der Lehre.
In der Fertigung sehr großer Werkstücke sind deutlich andere Probleme zu bewältigen, als bei einer Serienfertigung mittlerer Teilegrößen. Das beginnt beim Handling der Werkstücke und endet mit der Aufgabe, die Arbeitsergebnisse an den Werkstücken zu messen und zu protokollieren. Das Rüsten der Maschinen mit solch großen Werkstücken ist immer eine Frage von mehreren Stunden. Das Ausrichten der Werkstücke ist meist langwierig. Die langen Rüstzeiten beeinträchtigen die Produktivität der Einzelmaschine ebenso, wie die Kapazität des gesamten Betriebes.
Bei Havlat wurden die großen Bohrwerke von Alesa Monti mit einem m&h Messtaster mit Funk-Datenübertragung ausgestattet. Die Funkübertragung von m&h basiert auf einer Funktechnik mit festen Kanälen im bewährten 433 MHz-Band. Beim m&h Funktaster stehen 64 Kanäle frei wählbar zur Verfügung, damit eventuellen Störsignalen auf gleichem Kanal gezielt ausgewichen werden kann. Außerdem können so nahezu beliebig viele Maschinen in unmittelbarer Nachbarschaft betrieben werden, ohne sich gegenseitig zu stören. Die leistungsstarke Funktechnik empfiehlt sich nicht nur wegen der weiten Übertragungswege in diesen großen Maschinen, sondern auch, weil der Messtaster in solchen 5-achsigen Maschinen unter allen Winkellagen und auch beim Eintauchen in Werkstücke eine störungsfreie Übertragung der Messsignale an die Steuerung sicherstellen muss. Deshalb untersucht der Funkempfänger von m&h während der gesamten Einschaltdauer der Maschine alle seine Kanäle und sperrt von sich aus die Kanäle, auf denen er signifikante Störsignale empfängt.Mit der Anschaffung großer Bohrwerke hat Havlat nicht nur die Ausrüstung mit m&h Messtastern bestellt, sondern gleichzeitig die Software m&h 3D Form Inspect gekauft. Diese Software vergleicht die Daten der CAD-Zeichnung des Werkstückes mit den tatsächlichen Werten, die mit dem Messtaster ermittelt werden, noch während das Werkstück in der Maschine gespannt ist. Dazu werden lediglich per Mausklick auf der Flächendarstellung des Werkstückes die Messpunkte und die Messfunktionen ausgewählt.
Die Ergebnisse waren vergleichbar mit den Ergebnissen auf unserer Zeiss Messmaschine
Die Software erstellt im Hintergrund das komplette Bearbeitungsprogramm für den Messtaster und prüft dabei automatisch, ob diese Verfahrwege kollisionsfrei sind. Die ermittelten Werte werden wieder an den Computer zurück übertragen und sofort am Bildschirm sichtbar gemacht. Sie können als Protokoll aus- gedruckt werden oder als Datensatz für weitere Bearbeitungen dienen.Die Antastzyklen der Steuerungen sind zwar eine gute Hilfe für das Ermitteln der Position des Werkstückes, reichen aber nicht aus, die tatsächliche Lage des Werkstückes zu bestimmen. Um die Rüstzeit zu verkürzen, hat Havlat das ergänzende Softwaremodul Best Fit von m&h installiert. Mit diesem Modul kann anhand der wichtigen Konturzüge des Werkstückes ermittelt werden, wie das Werkstück im Raum liegt. Die ermittelten Werte dienen zur Verdrehung des Koordinatensystems und Verschiebung der Nullpunkte in der Maschinensteuerung, um das Bearbeitungsprogramm in bestmögliche Deckung mit der tatsächlichen Lage des Werkstücks zu bringen. Die modernen Siemens 840D Steuerungen sind in der Lage, diese Werte optimal umzusetzen, ohne dass die Werkstücke genau auf einer vorbestimmten Position oder einer festgelegten Ausrichtung sein müssen. Mit Best Fit reicht es aus, das Werkstück nur ungefähr in die vorgesehene Position und Lage zu spannen. Das verkürzt die Rüstzeit um Stunden und ermöglicht, auch bei erheblichen Guss- oder Härteverzügen, toleranzhaltige Werkstücke zu fertigen.
Weil die Werkstücke oft die möglichen Messwege und zulässigen Gewichte der Messmaschinen überschreiten, werden bei Havlat nicht nur die großen Brocken nach der Bearbeitung noch in Ihrer Aufspannung in der Maschine mit 3D Form Inspect gemessen und kontrolliert. Im Falle etwaiger Abweichungen kann sofort maschinell nachgearbeitet werden. Das garantiert Genauigkeit und spart sehr viel Zeit. Wie in anderen Betrieben auch, war man zunächst skeptisch, ob die Bearbeitungsmaschine mit dem Messtaster vergleichbare Messwerte wie die Messmaschinen ermitteln kann. „Aber die Ergebnisse waren vergleichbar mit den Ergebnissen auf unserer Zeiss Messmaschine“, freut sich Konrad Havlat.
Konrad Havlat fordert von seinem Qualitätsbeauftragten die Prüfung des intensiveren Einsatzes von Messtastern auf den Maschinen mit Priorität auf der Kürzung der Rüstzeiten. „Da liegt das Potential, dass wir am schnellsten nutzen können“, nennt er seine Maxime. „Wir müssen nicht über schnellere Verfahrgeschwindigkeiten der Maschinen nachdenken, sondern über kürzere Rüstzeiten und optimale Nutzung der Maschinen. Dabei müssen wir den gesamten Fertigungsprozess im Auge behalten.“
