Gelungene kombination
Kontakt

Im Formenbau der Firma Reum wird auf einer
HURON K2X10 universell zerspant und mit
Messtastern und Software von m&h gemessen.
Der tägliche Einsatz bestätigt alle Erwartungen.
Die REUM Gruppe ist einer der führenden
mittelständischen Hersteller von hochwertigen
Bauguppen und Systemen für das Interieur und
den Kofferraum in der Automobilindustrie sowie für
Bedienelemente in der Konsumgeräteindustrie.
Durch das Leistungsspektrum aus Metall-, Kunststoffund
Verbundteilen in Verbindung mit hochwertigen
Oberflächen und kinematischen und weiteren
Funktionen hat sich das Unternehmen zu einem wichtigen und gefragten Partner etabliert. Im
firmeneigenen Formenbau werden die Spritzgießwerkzeuge
und Pressformen auf einem vielfältigen Maschinenpark
mit Bearbeitungszentren und Funkenerosionsmaschinen
verschiedener Hersteller gefertigt.
 Um den Fertigungsprozess sicherer zu machen und den
Ablauf harmonischer und schneller zu gestalten, hat man
sich vor einiger Zeit schon für das Messen auf der Maschine
mithilfe von Messtastern interessiert. Schließlich wollte
man zukünftig noch auf der Maschine bestimmte Maße,
vor allem in Z-Richtung, überprüfen und Flächen-Offsets
genau bestimmen. Bei der Anschaffung einer HURON K2X10
waren seinerzeit nicht nur die kurzfristige Verfügbarkeit und
die Bauart der Maschine ausschlaggebend, sondern auch
Empfehlungen, denen zufolge die Kombination von HURON
Maschinen mit Tastern und der Software 3D Form Inspect
von m&h sehr gut funktioniert und sich bei vielen Betrieben
bereits im täglichen Einsatz bewähren. Obwohl seinerzeit
die Entscheidung unter einem gewissen Zeitdruck stand,
haben sich alle gehegten Erwartungen erfüllt.
Um den Fertigungsprozess sicherer zu machen und den
Ablauf harmonischer und schneller zu gestalten, hat man
sich vor einiger Zeit schon für das Messen auf der Maschine
mithilfe von Messtastern interessiert. Schließlich wollte
man zukünftig noch auf der Maschine bestimmte Maße,
vor allem in Z-Richtung, überprüfen und Flächen-Offsets
genau bestimmen. Bei der Anschaffung einer HURON K2X10
waren seinerzeit nicht nur die kurzfristige Verfügbarkeit und
die Bauart der Maschine ausschlaggebend, sondern auch
Empfehlungen, denen zufolge die Kombination von HURON
Maschinen mit Tastern und der Software 3D Form Inspect
von m&h sehr gut funktioniert und sich bei vielen Betrieben
bereits im täglichen Einsatz bewähren. Obwohl seinerzeit
die Entscheidung unter einem gewissen Zeitdruck stand,
haben sich alle gehegten Erwartungen erfüllt.
Während man die Maschine anfangs hauptsächlich für
das Finishen der gehärteten Werkstücke eingesetzt hatte,
wird sie mittlerweile in einem sehr breiten Spektrum,
auch beim Schruppen, genutzt. Dank des breiten
Drehzahlbereiches mit ansehnlichen Drehmomenten
kann die K2X10 überall sehr wirtschaftlich arbeiten. Die
Auslegung als Portalmaschine verleiht ihr einerseits eine
hohe Steifigkeit, um ohne Vibrationen beste Oberflächen zu fräsen, oder auch um hohe Zerspankräfte aufnehmen
zu können. Andererseits verleiht diese Bauweise eine hohe
Dynamik für die HSC‑Bearbeitung. Im Hause Reum wird
die Maschine als echter Allrounder sowohl mit Fräsern mit
Durchmesser 16 mm, Formfräsern mit Durchmesser 8 mm
im Drehzahlbereich von 8.000 bis 10.000 Upm eingesetzt,
als auch mit kleinsten Fräsern mit Durchmesser 0,6 mm
und Drehzahlen um 18.000 Upm. Gelegentlich wird aber
auch weichbearbeitet mit Drehzahlen um 4.500 Upm.
Gemeinhin werden Spritzgießformen und deren Einsätze
mit einer Härte bis zu 52 HRC und Umformwerkzeuge und
deren Einsätze mit Härten um 60 – 62 HRC geschlichtet.
Bei typischen Werkstückgrößen um 800 mm Kantenlänge
werden Toleranzen von +/- 1,5 Hundertstel gefordert.
Gerne bestätigt Reum, dass
die HURON Maschine zusammen
mit den Messtastern und der
Software 3D Form Inspect von m&h
eine gelungene Kombination darstellt.
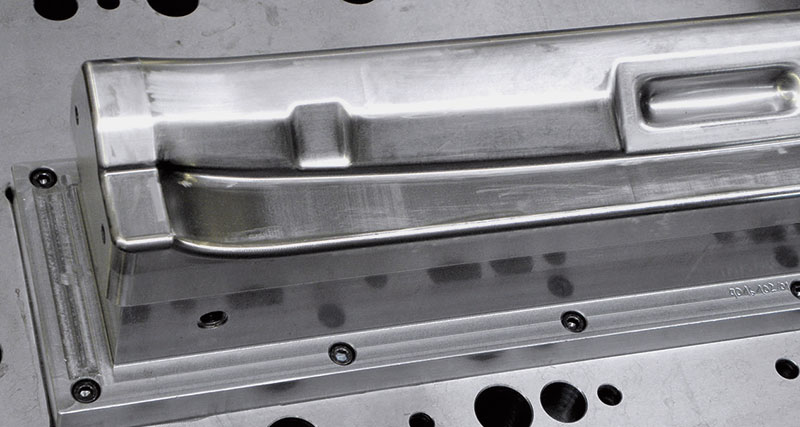
Anschließend an die Bearbeitung werden noch in der
Aufspannung auf der Maschine vorher festgelegte Punkte
an den Werkstücken gemessen und überprüft. Vornehmlich
handelt es sich dabei um Einrichtmaße für des Erodieren.
Besonderer Wert wird auf die genaue Ermittlung der Maße
in Z-Richtung gelegt. Aber auch Offsets bestimmter Flächen
lassen sich mit der Software 3D Form Inspect auf den ersten
Blick prüfen. Zusätzliche Referenzmessungen, wie sie sonst
üblich sind, werden dadurch obsolet.
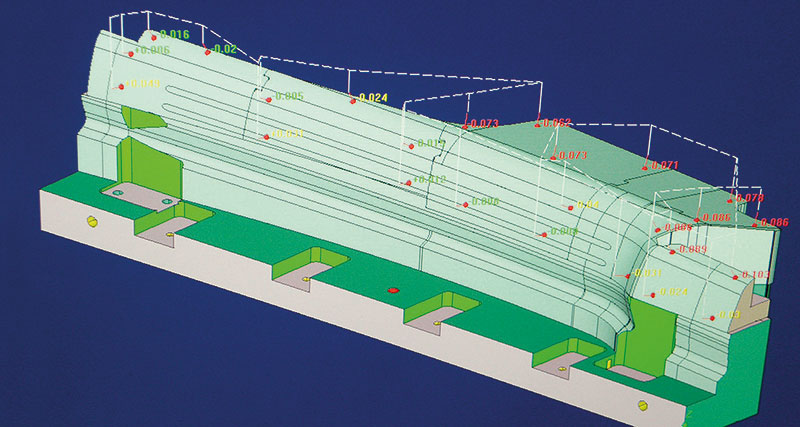
Programmiert wird das Messen mit der m&h Software
3D Form Inspect auf Basis der CAD-Daten der Konstruktion.
Mit wenigen Mausklicks auf der Flächendarstellung können
die Messpunkte bestimmt und Ihnen Messfunktionen
zugewiesen werden. In der CAD-Zeichnung können die Messpunkte auch bereits festgelegt werden, damit immer
auch der gleiche Punkt gemessen wird. Das Programm
generiert automatisch das Verfahrprogramm für den
Messtaster in der Maschine. Dabei läuft im Hintergrund
eine Kollisionsprüfung der Konturen des Messtasters
mit denen des Werkstückes ab. Das gibt dem Bediener
Sicherheit bei seinem Tun.
Vorgeschaltet wird jedem Messprogramm eine ebenso
automatisch generierte Kurzkalibrierung an einer Kugel
im Arbeitsraum. Damit ermittelt das Programm die
aktuellen thermischen und statischen Veränderungen
in der Maschine und rechnet entsprechende
Korrekturwerte bei der Auswertung der Messungen ein.
So erhält man ein verlässliches und genaues
Messergebnis, das dem auf Messmaschinen
entspricht und das jederzeit wiederholbar ist.
 Natürlich war man auch bei Reum anfangs sehr
skeptisch. Deshalb hat man zunächst etliche Werkstücke
entsprechenden Vergleichsmessungen auf der
Messmaschine unterzogen. Die Ergebnisse waren exakt
gleich. Wenige Abweichungen beliefen sich im engen
μ-Bereich nahe Null.
Natürlich war man auch bei Reum anfangs sehr
skeptisch. Deshalb hat man zunächst etliche Werkstücke
entsprechenden Vergleichsmessungen auf der
Messmaschine unterzogen. Die Ergebnisse waren exakt
gleich. Wenige Abweichungen beliefen sich im engen
μ-Bereich nahe Null.
Ermuntert durch die guten Erfahrungen hat man
mittlerweile den Messumfang, je nach Werkstück,
erweitert. Gelegentlich werden nun auch Konturen
gemessen, wobei man sich zunächst auf wenige Punkte
in kritischen Bereichen, wie steilen Formschrägen oder mehrfach gekrümmten Flächen beschränkt. Zeigt die
Auswertung dann unerwartete Abweichungen, wird dieser
Bereich nochmals mit weiteren Messpunkten noch in
der Aufspannung geprüft und gegebenenfalls sofort
nachgearbeitet. Nach den guten Erfahrungen mit der
HURON K2X10 soll künftig auch auf einem Zentrum von
DMG, das unmittelbar neben der HURON arbeitet, noch in
der Aufspannung gemessen werden.
Erleichtert wird diese Ausweitung der Anwendung durch die
einfache und intuitive Bedienung der Software, wie die Leute
in der Werkstatt bei Reum gerne bestätigen. Demgemäß
ist die spürbare Arbeitsentlastung spontan die erste
Antwort auf die Frage nach den Effekten der Investition.
Im Fertigungsablauf wurde deutlich Zeit eingespart.
Besonders hervorgehoben wird aber die Prozesssicherheit,
die durch das Messen schon in frühem Stadium und ohne
zeitraubende Nacharbeiten erreicht wird.

