Bespaar tijd en geld met een meetarm met herhaalbare tasterbevestiging
Absolute Arm technical article

Contact opnemen
1. Inleiding
Een van de belangrijkste recente ontwikkelingen voor mobiele metrologische systemen is de introductie van de herhaalbare bevestiging van tasters en 3D-scanners. De Absolute Arm-producten van Hexagon beschikken over een kinematische koppeling waarmee tasters en scanners snel kunnen worden gemonteerd en (belangrijker nog) zonder verlies van meetnauwkeurigheid.In dit artikel worden de voordelen van deze functionaliteit beschreven voor gebruikers van mobiele meetarmen in de industrie. Daarnaast worden de technische kenmerken bekeken die deze voordelen mogelijk maken.
2. Het toenemende belang van veelzijdigheid
Er is een wereldwijde trend onder gebruikers van metrologische apparatuur om 'meer te willen meten met minder'. In plaats van extra kosten te maken door verschillende meetsystemen te gebruiken voor specifieke toepassingen, is er een toenemende vraag naar één enkel systeem dat voor een veel breder scala aan toepassingen kan worden ingezet. De eisen die aan meetsystemen worden gesteld, zijn daarom hoger dan ooit - veelzijdigheid is essentieel.De huidige Absolute Arm biedt een breed scala aan verschillende tasters en sensors om aan deze eisen te voldoen. Hoewel conventionele tasters en laserscanners het populairst zijn, kunnen er op dezelfde arm ook infrarode buistasters en optische sensors worden gebruikt, die al naar gelang de meetbehoeften onderling kunnen worden uitgewisseld.
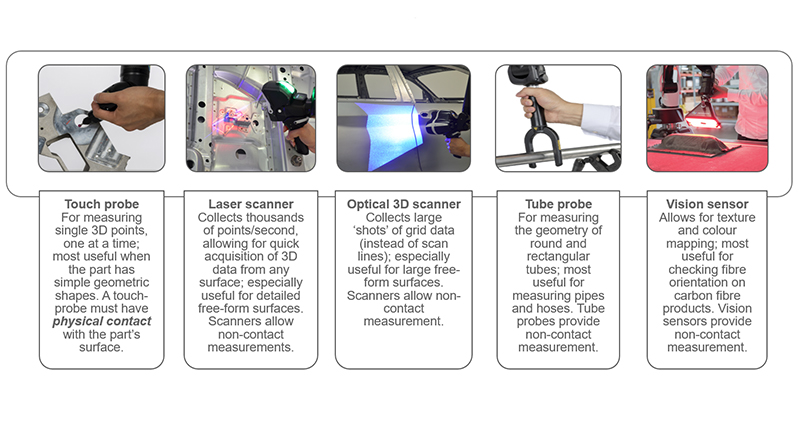
Figuur 1: De verschillende tasters en sensors van de Absolute Arm
Hier volgen enkele voorbeelden die de behoefte aan meetveelzijdigheid in moderne industriële productie laten zien:
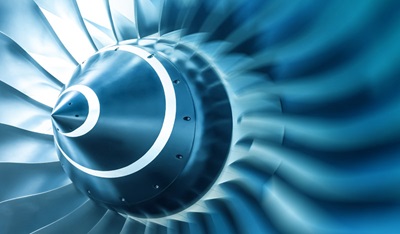
Turbineonderhoud
Turbineschoepen kunnen tijdens een vlucht schade oplopen en het kan dus voorkomen dat er snel vervangende onderdelen moeten worden gevonden. Een manier om dit snel te doen, is door een 3D-scan van een 'goede' schoep te maken met als doel deze later te produceren, maar er kunnen ook onderdelen zijn waarbij de tolerantie-eisen te hoog liggen voor een laserscanner (bijvoorbeeld bij de turbine-as). In dat geval wordt er een taster gebruikt om maximale nauwkeurigheid te garanderen.Aantal vereiste sensors: 2

Productie van uitlaten voor de auto-industrie
Uitlaatsystemen zijn vaak net zo lang als de auto zelf. Het is belangrijk dat ze niet in aanraking komen met bewegende onderdelen, daarom moet de 'loop' worden gecontroleerd. Met een infrarode buistaster kan het buisprofiel nauwkeurig worden gemeten, terwijl de gebruiker met een taster de complexere onderdelen van het systeem kan meten, zoals beugels en ophangklemmen.Aantal vereiste sensors: 2
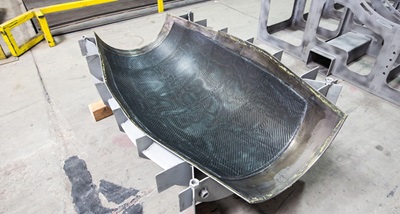
Productie van composietcomponenten voor de lucht- en ruimtevaartindustrie
Bij composietmaterialen is niet alleen de vorm van het onderdeel van belang, maar ook de richting van de vezels waar het onderdeel zijn kracht uit haalt. Om een dergelijk onderdeel te controleren, worden meestal de vrijevorm-oppervlakken gescand met een laserscanner, waarna met een optische sensor de vezeloriëntatie wordt geïnspecteerd. Voor gebieden met hoge tolerantie-eisen kan er ook een taster worden gebruikt.Aantal vereiste sensors: 3

Productie van machineonderdelen (deel van pompbehuizingsadapter)
Een deel van een pompbehuizingsadapter heeft meestal verschillende elementen om de stroom van de vloeistof te verdelen. De inspectie van het binnenste behuizingselement kan het makkelijkst worden uitgevoerd met een tasterverlenging of gebogen taster (hoektaster) om de verborgen meetpunten te kunnen bereiken. De rest van het onderdeel kan eenvoudig worden geïnspecteerd met een taster van normale lengte. Aantal vereiste tasters: 2 Al deze voorbeelden laten zien hoe vaak het voorkomt dat operators, om de taak af te kunnen ronden, tijdens een meting moeten wisselen tussen verschillende tasters en/of sensors.3. Tasters en sensors verwisselen: wat kan er fout gaan?
Als de taster of sensor van een meetsysteem halverwege een taak wordt verwisseld, is het essentieel dat de vervangende taster (of sensor) op exact dezelfde plaats op de arm wordt gemonteerd als tijdens de oorspronkelijke kalibratie. Als dat niet mogelijk is, moeten gebruikers kiezen tussen verlies van nauwkeurigheid of verlies van productiviteit.
Verlies van nauwkeurigheid
Als de nieuwe taster of sensor niet precies op de oorspronkelijke kalibratiepositie wordt gemonteerd, zullen alle metingen van deze taster of sensor fout zijn, wat kan leiden tot de productie van defecte onderdelen.
Tijdsverlies
De enige manier om in deze situatie nauwkeurigheid te garanderen, is het meetsysteem opnieuw te kalibreren zodat de gegevens weer nauwkeurig en betrouwbaar zijn. Hiervoor moet de meting worden onderbroken, zodat de operator een kalibratie kan uitvoeren. Als de metingen in een werkplaats worden uitgevoerd, kan het noodzakelijk zijn om de apparatuur eerst naar een stabiele omgeving over te brengen.
En zelfs dan kan het nauwkeurigheidsniveau van voor de taster- of sensorwisseling niet altijd worden gegarandeerd; kalibratie is een zeer variabel proces, waar sommige operators beter in zijn dan anderen.
4. De kinematische koppeling
De kinematische koppeling is oorspronkelijk ontwikkeld voor hoognauwkeurige stationaire coördinatenmeetmachines (CMM's). Hij is ontworpen met als doel de nauwkeurigheid van CMM-tasters te garanderen, zelfs als ze op de CMM verwisseld worden. Sindsdien heeft het zijn weg gevonden naar verschillende Hexagon-producten en sinds 2010 is het een essentieel onderdeel geworden van de Absolute Arm.
Op de Absolute Arm bestaat de kinematische koppeling uit twee koppelstukken: een op de arm zelf en de andere op de taster of sensor die gemonteerd moet worden. Het armkoppelstuk fungeert als fitting waar de pen van het tasterkoppelstuk precies in past. Als de twee delen zijn verbonden, trekt de gebruiker aan een hendel om het sluitmechanisme op de arm te activeren. Dit vergrendelt de taster op het polsgewricht van de arm. Door de hendel weer terug te draaien, wordt het nokmechanisme ontgrendeld zodat de taster van de arm kan worden genomen.
In Figuur 2 zijn ook drie paar grendelpennen te zien. Deze zorgen ervoor dat de taster alleen in de juiste oriëntatie kan worden geplaatst – de operator kan hem niet per ongeluk verkeerd monteren.
Bovendien bevat elke taster of sensor die compatibel is met de Absolute Arm een unieke ID-chip die er, in combinatie met de hierboven getoonde elektronische contactpunten, voor zorgt dat de 'identiteit' van de taster (bijvoorbeeld het type laserscanner of de diameter van de tasterpunt) automatisch door de arm wordt herkend zodra deze gemonteerd wordt. Dankzij dit proces worden alle afmetingen in de software vervolgens automatisch bijgewerkt om te compenseren voor de nieuwe taster of sensor. De operator hoeft hier niets voor te doen.
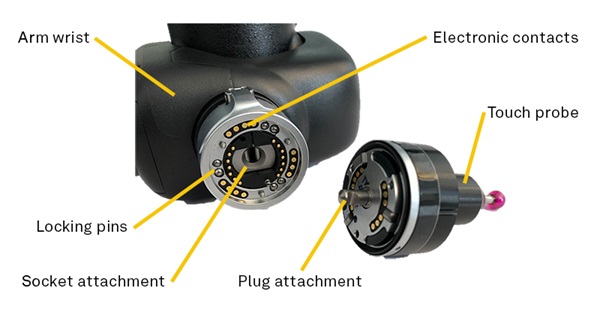
Figuur 2: De belangrijkste elementen van Hexagons gepatenteerde kinematische koppeling.
Deze kenmerken zorgen ervoor dat de drie belangrijkste principes gegarandeerd zijn: nauwkeurigheid, veelzijdigheid en tijdbesparing:
Het koppelen van de taster is altijd herhaalbaar
Door ervoor te zorgen dat de taster of sensor altijd tot op de micron in dezelfde positie wordt gemonteerd, is herkalibratie bij het monteren van de sensor niet nodig en wordt de meetnauwkeurigheid gegarandeerd. Dit bespaart ook veel tijd zodat metingen sneller kunnen worden afgerond.
De taster wordt altijd automatisch herkend
Dankzij de elektronische contactpunten en de ingebouwde ID-chip wordt de taster of sensor automatisch 'herkend' zodra deze wordt gemonteerd. Dit betekent dat de gebruiker niet eerst een specifieke sensor hoeft te selecteren in de software voordat ermee wordt gemeten. Dit vermindert het risico op menselijke fouten.
Dit betekent ook dat bepaalde meetsoftware tijdens het meetwerk de 'ideale' taster of sensor voor de huidige toepassing kan aanraden.
Voeg op elk moment nieuwe tasters en sensors toe
Dankzij de kinematische koppeling hoeft de arm maar één keer te worden gekalibreerd. Dit betekent dat er in het veld nieuwe sensors aan de arm kunnen worden toegevoegd met minimale tussenkomst van de gebruiker. Zo kan de functionaliteit van een arm in de loop van zijn bestaan worden uitgebreid.
5. De kinematische koppeling en de Absolute Arm
De kinematische koppeling is oorspronkelijk geïntroduceerd door TESA in Zwitserland (onderdeel van de Hexagon Group) om ervoor te zorgen dat tasters op stationaire CMM's eenvoudig verwisseld konden worden. Vandaag de dag zijn alle tasters en sensors voor de Absolute Arm standaard uitgerust met de TESA kinematische koppelingstechnologie (TKJ in het Engels). Dankzij een assortiment van meer dan honderd verschillende tasters en sensors is de kinematische koppeling de centrale pijler van het multifunctionele karakter van de Absolute Arm.
De veelzijdigheid die door de kinematische koppeling wordt mogelijk gemaakt, is de belangrijkste reden dat de Absolute Arm vaak het Zwitsers Zakmes van de metrologie wordt genoemd – de ultieme multitool voor meetwerkzaamheden, geschikt voor praktisch elke industriële inspectietoepassing.
De kinematische koppeling biedt ook een toekomstbestendig platform dat de snelle implementatie van nieuwe tasters en meettechnologieën mogelijk maakt en ervoor zorgt dat nieuw geïntroduceerde tasters of sensors compatibel zijn met de reeds door onze klanten aangeschafte Absolute Arms van de huidige generatie.

Figuur 3: De Absolute Arm – het Zwitsers zakmes van de metrologie.

Touch probe

Laser scanner
Structured light scanner



