Ganz SchÖN Eng ...
Kontakt
... sind die Fertigungstoleranzen für Luftfahrtteile
bei BBAT im Brandenburgischen Wildau. Hier werden
Läufergehäuse für Jet-Triebwerke mit Messtastern
und der Software 3D Form Inspect von m&h in Serie
gefertigt.
Plus - Minus 2 Hundertstel auf Durchmesser von
500 mm bis 800 mm in relativ dünnwandigen Gehäusen
aus sehr warmfesten und zähen Stahlmaterialien sind
die Genauigkeitsanforderungen, mit denen sich BBAT
tagtäglich auseinandersetzt. In kleinen Serien werden
hier Gehäuseteile für Jet-Triebwerke gefertigt, in denen
später die Turbinenschaufeln der Verdichterstufen
laufen. Eingesetzt werden diese Teile in mehreren
Turbinen-baureihen für Businessjets und kleinere
Verkehrsflugzeuge.
 BBAT oder Berlin Brandenburg Aerospace Technology AG
ist eine Gemeinschaftsgründung mehrerer Zulieferer
der Luftfahrtindustrie und hat sich seit 2008 auf die
Fertigungsproblematiken dieser anspruchsvollen Turbinenteile
spezialisiert. Dort werden die Turbinenringe
mechanisch bearbeitet und beschichtet. Die Bauteile
werden dann einbaufertig in die Montage der Triebwerkshersteller
geliefert.
BBAT oder Berlin Brandenburg Aerospace Technology AG
ist eine Gemeinschaftsgründung mehrerer Zulieferer
der Luftfahrtindustrie und hat sich seit 2008 auf die
Fertigungsproblematiken dieser anspruchsvollen Turbinenteile
spezialisiert. Dort werden die Turbinenringe
mechanisch bearbeitet und beschichtet. Die Bauteile
werden dann einbaufertig in die Montage der Triebwerkshersteller
geliefert.
Das Spannen und Zerspanen der zähen Materialien und der
relativ labilen Bauteile sind ausgesprochen anspruchsvoll.
Die engen Toleranzen müssen mit hoher Sicherheit auf der
Maschine erreicht werden, weil später entdeckte Fehler fast
nicht mehr zu korrigieren sind. Eine erneute Aufspannung
auf der Maschine für eventuell notwendig werdende
Nacharbeiten ist nahezu nicht machbar, zumindest nicht
wirtschaftlich und zeitgerecht.
 Dementsprechend viel Gewicht hat man auf die
Auswahl der Fertigungsmittel und Hilfsmittel gelegt.
In temperaturstabilisierter Halle wird auf 5-achsigen
Bearbeitungszentren von Alzmetall mit Siemens 840D
Steuerung bearbeitet. Hohe Wiederholgenauigkeit ist
ebenso wichtig, wie ein ungestörter Fertigungsdurchlauf
der Kleinserien. In nur zwei Spannungen werden die
Turbinengehäuse mit Fräs- und Drehzerspanung komplett
bearbeitet. Die geforderten engen Toleranzen von nur
4 Hundertstel gewährleistet BBAT mit einem
ausgeklügelten Fertigungsablauf mit integriertem
Messen in der Maschine gewährleistet. Zum Einsatz
kommen Messtaster und die Software 3D Form inspect
von m&h. „Ohne m&h würden wir aufwändige Lehren und Sonderbetriebsmittel benötigen“, sagt Klaus Hanreich.
„Damit wäre, neben zusätzlichen Kosten, viel Zeitaufwand
und eine latente Gefahr individueller Fehler verbunden.“
Dementsprechend viel Gewicht hat man auf die
Auswahl der Fertigungsmittel und Hilfsmittel gelegt.
In temperaturstabilisierter Halle wird auf 5-achsigen
Bearbeitungszentren von Alzmetall mit Siemens 840D
Steuerung bearbeitet. Hohe Wiederholgenauigkeit ist
ebenso wichtig, wie ein ungestörter Fertigungsdurchlauf
der Kleinserien. In nur zwei Spannungen werden die
Turbinengehäuse mit Fräs- und Drehzerspanung komplett
bearbeitet. Die geforderten engen Toleranzen von nur
4 Hundertstel gewährleistet BBAT mit einem
ausgeklügelten Fertigungsablauf mit integriertem
Messen in der Maschine gewährleistet. Zum Einsatz
kommen Messtaster und die Software 3D Form inspect
von m&h. „Ohne m&h würden wir aufwändige Lehren und Sonderbetriebsmittel benötigen“, sagt Klaus Hanreich.
„Damit wäre, neben zusätzlichen Kosten, viel Zeitaufwand
und eine latente Gefahr individueller Fehler verbunden.“
3D Form Inspect vergleicht die Konturpunkte aus der
CAD-Konstruktion mit den tatsächlichen Dimensionen des
Werkstückes, noch während seiner Aufspannung auf der
Maschine. Die zu messenden Geometrien können schon
mit der CAD-Zeichnung oder jederzeit per Mausklick an
einem Computer in der Werkstatt festgelegt werden.
Das Verfahrprogramm für den Messtaster generiert die
Software selbst und führt auch eine Kollisionskontrolle mit
den Werkstückkonturen durch. In der 5-achsigen Version
können auch Hinterschnitte und schräg im Raum liegende
Geometrien gemessen werden. Die Schwenkfehler der
4. und 5. Achse werden dabei automatisch kompensiert.
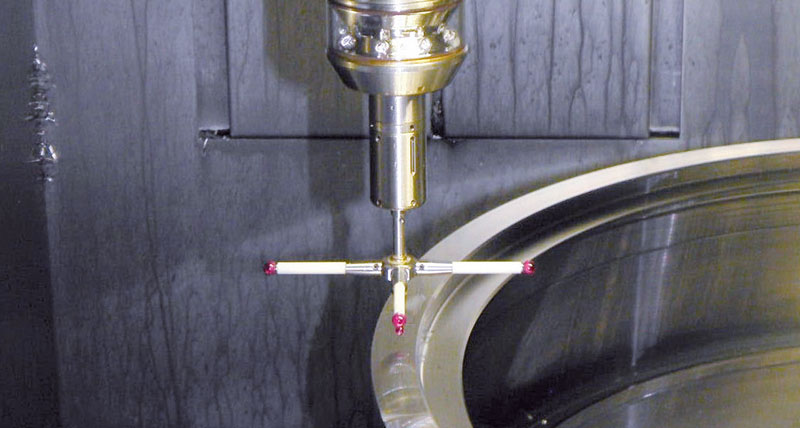
Die Größen und Konturen aller Messtaster und Taststifte
von m&h, inklusive der möglichen Verlängerungen und
Tastkreuze, sind in der Software hinterlegt und werden mit
berücksichtigt. Die Software kann gleichzeitig mehrere,
unterschiedlich zusammengestellte Taster verwalten. Das
vermindert nicht nur den Programmieraufwand, sondern
schafft Arbeitssicherheit für den Betrieb. Regelmäßige
Kalibrierungen der Messtaster an einer Messkugel erfassen
die thermischen und statischen Veränderungen
der Maschine und sorgen für verlässliche Messwerte.
Ohne m&h könnten wir so gar nicht fertigen
Die Turbinenringe aus schwer zerspanbarem Chrom-
Nickel-Stahl werden vor und nach dem Finishen gemessen.
So bleibt das Werkstück in der Spannung auf der Maschine,
bis sicher ist, dass die enge Toleranz von +/- 2 Hundertsteln
auch wirklich eingehalten wird „Ohne diese Technologie
wäre das wirtschaftliche Fertigen so gar nicht machbar“,
berichtet Geschäftsführer Klaus Hanreich. Zwar kann eine
ganze Reihe von Messwerten mit Hilfe der Messzyklen der
Siemens 840D – Steuerung ermittelt werden. Diese reichen
aber nicht aus, alle geforderten Messwerte am Werkstück
zu generieren. Deshalb ergänzt Klaus Hanreich: „Ohne die
Software von m&h geht es gar nicht.“
 Bei BBAT hat man sehr viel Zeit und Energie in einen
geschlossenen Loop der Auswertung von Messwerten, deren
Verifikation und der daraus resultierenden Rückschlüsse
für die jeweiligen Bearbei-tungsprogramme investiert.
Heute münden die Messwerte in eine selbsterstellte
Programmroutine, die über Mehrfachmessungen
und statistische Auswertungen nicht nur eventuelle
Fehlmessungen ermittelt, sondern auch einen Bezug zu
den Bearbeitungsparametern und Werkzeugdaten in der
Steuerung schafft. Der Bediener kann aus den Listen
unmittelbar herauslesen, wie viel er korrigieren muss, um
genau auf Nullwert zu arbeiten. Dies ist eine individuelle
Rückkopplungs-lösung von BBAT, die allerdings voraussetzt,
dass immer die gleichen Bearbeitungsprogramme
eingesetzt werden. Mit der Zeit hat BBAT den Prozess
immer weiter optimiert und konnte auch die notwendigen
Messroutinen einkürzen. „Anfangs hatten wir einen
Messaufwand von etwa 2 Stunden je Teil“, berichtet Klaus
Hanreich. „Heute messen wir vielleicht noch 5 Minuten.“
Bei BBAT hat man sehr viel Zeit und Energie in einen
geschlossenen Loop der Auswertung von Messwerten, deren
Verifikation und der daraus resultierenden Rückschlüsse
für die jeweiligen Bearbei-tungsprogramme investiert.
Heute münden die Messwerte in eine selbsterstellte
Programmroutine, die über Mehrfachmessungen
und statistische Auswertungen nicht nur eventuelle
Fehlmessungen ermittelt, sondern auch einen Bezug zu
den Bearbeitungsparametern und Werkzeugdaten in der
Steuerung schafft. Der Bediener kann aus den Listen
unmittelbar herauslesen, wie viel er korrigieren muss, um
genau auf Nullwert zu arbeiten. Dies ist eine individuelle
Rückkopplungs-lösung von BBAT, die allerdings voraussetzt,
dass immer die gleichen Bearbeitungsprogramme
eingesetzt werden. Mit der Zeit hat BBAT den Prozess
immer weiter optimiert und konnte auch die notwendigen
Messroutinen einkürzen. „Anfangs hatten wir einen
Messaufwand von etwa 2 Stunden je Teil“, berichtet Klaus
Hanreich. „Heute messen wir vielleicht noch 5 Minuten.“
Entsprechend begeistert ist er, wenn man ihn nach den
Haupteffekten des integrierten Messens auf der Maschine
fragt: „Die Vorinspektion auf der Maschine gibt uns
Produktionssicherheit. Wir haben frühzeitig Kontrolle über
das, was im Zerspanungsprozess geschieht und können
gegebenenfalls früh reagieren. Jetzt sind Werkzeugeinflüsse
und Spaneinflüsse bestimmbar und damit korrigierbar
geworden. Das ermöglicht uns erst die hohe Präzision und
das sichere Einhalten solch enger Toleranzen.“
Dieser Stolz ist mit vielen Versuchen, eigenen Softwareerweiterungen
und ständiger Verbesserung verdient.
Weiß man doch, dass ein Kunde selbst versucht hat,
mit gleicher Sicherheit und in ähnlich kurzer Zeit die
Teile selbst zu fertigen, daran aber gescheitert ist. „Das
Messen auf der Maschine mit m&h ist zwar nur ein Glied in
unserer hervorragenden Prozesskette, aber ein besonders
wichtiges“, zieht Klaus Hanreich sein Fazit. „Wir würden das
auf jeden Fall wieder so machen.“
