Enhanced productivity through measuring on the machine
Contact us

Cubings and pilot series motors for the motor industry, certified aviation parts and scaled wind tunnel models require micron precision. With m&h 3D Form Inspect, Deharde in Varel monitors precision, even on free form surfaces, while components are still clamped on the machine.
“Our aim was to significantly enhance our spindle working hours,” Holger Hoffmann, Managing Partner at Deharde in Varel, explains the prime objective of the company’s internal reorganisation. Of course it’s also about cost savings and reducing lead times.
 These requirements prompted production manager Markus Stocker, who assumed responsibility for production at Deharde less than a year ago, to put all internal operating procedures to the test. 5-axis machines enable complete machining while only clamping the work-piece twice. Tooling is pre-set and loaded onto machines for each job to shorten setup times and enhance productivity.
These requirements prompted production manager Markus Stocker, who assumed responsibility for production at Deharde less than a year ago, to put all internal operating procedures to the test. 5-axis machines enable complete machining while only clamping the work-piece twice. Tooling is pre-set and loaded onto machines for each job to shorten setup times and enhance productivity.
All these measures are aimed at one thing, achieving higher precision, because customers require ever tighter tolerances. Certification to ISO 9001 and EN 9100 is needed to do business in the sectors where Deharde is active. Specialities of Deharde are wind tunnel models, in different materials, that are true-to-scale to the last detail. The award of “Supplier of the Year 2009” from Boeing is confirmation of the good job that Deharde has done. Deharde is not just a supplier to the aerospace industry but also services other business sectors requiring high precision or the machining of exotic materials.
 Thanks to the activities of new production manager, Markus Stocker, their range of customers has been considerably expanded. Now the automotive industry is a customer of Deharde. Cubings with very close tolerances and pilots of new motor components are taking more machining capacity. Also model builders who use different materials are regular customers of Deharde. Production in temperature controlled factories is one of the prerequisites to manufacture parts to the required precision.
Thanks to the activities of new production manager, Markus Stocker, their range of customers has been considerably expanded. Now the automotive industry is a customer of Deharde. Cubings with very close tolerances and pilots of new motor components are taking more machining capacity. Also model builders who use different materials are regular customers of Deharde. Production in temperature controlled factories is one of the prerequisites to manufacture parts to the required precision.
This includes the necessity to check workpieces during machining to identify any possible deviations at an early stage and to respond accordingly before expensive rejects are produced. Often these checks resulted in machine downtime and workpiece reclamping as no other components could be machined while the workpiece was on the measuring machine. Also, manual measuring on the machine became a constant source of errors.
“Paradoxical as it sounds, measuring on the machine using touch probes – often considered to be non-productive – is what considerably improves the productivity of these machines,” Markus Stocker describes his findings. “Less in-plant transport, no bottlenecks on measuring machines and considerably shortened setup times result in significantly better output”. In addition, operators can check the workpiece between machining operations at any time. We can react much earlier and avoid expensive rejects. All in all, we are working considerably more accurately now.”
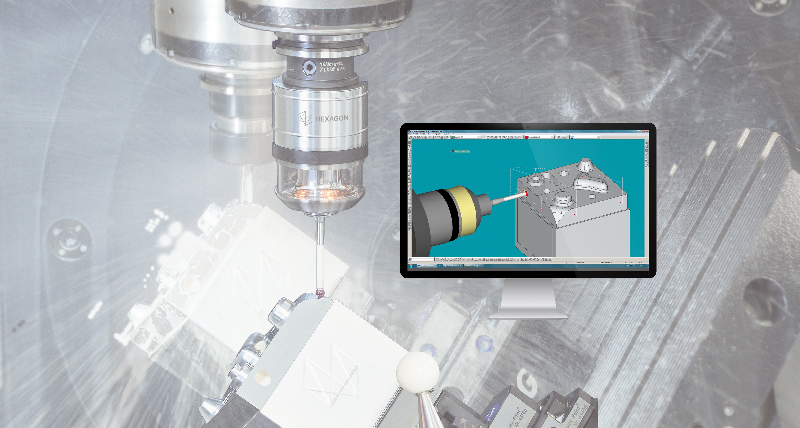
This was achieved by using m&h touch probes and 3D Form Inspect software with Best Fit module. This software enables comparing the actual dimensions of a workpiece with the nominal values of the CAD drawing while the workpiece is still clamped on the machine. Geometries to be measured are determined by a few mouse clicks with corresponding measuring functions being assigned. General or individual tolerances can be designated for each geometry item being measured, enabling automatic tolerance comparison. Both programming of required touch probe travel distances and collision control are automatically executed by 3D Form Inspect. Measuring results are displayed on the workshop computer screen, can be documented as a protocol and forwarded as a data set. This saves operators from some work, relieves them from programming and enhances safety. Additionally, measuring results on the workshop computer give a rapid response while the workpiece is still clamped on the machine.
 If workpieces need to be re-clamped after hardening or other process steps, the m&h Best Fit software module provides a quick and safe setup. Using 3D geometries previously determined, this module detects the actual position of the workpiece on the machine and enables optimised adjustment of the work zero points and the machining program in the control. For Best Fit, the workpiece only needs to be clamped approximately in the intended position to allow the touch probe to find and check the contour. The determined values are then used in the control for shifting and twisting the machining program thus achieving machining of every workpiece in an optimised position.
If workpieces need to be re-clamped after hardening or other process steps, the m&h Best Fit software module provides a quick and safe setup. Using 3D geometries previously determined, this module detects the actual position of the workpiece on the machine and enables optimised adjustment of the work zero points and the machining program in the control. For Best Fit, the workpiece only needs to be clamped approximately in the intended position to allow the touch probe to find and check the contour. The determined values are then used in the control for shifting and twisting the machining program thus achieving machining of every workpiece in an optimised position.
 This is made possible by an m&h patented calibration, executed immediately before measuring. This means the current thermal con-dition of the machine is determined and compensated. With 5-axis machines, any swivelling errors in the 4th and 5th axes are automatically compensated during measuring. This is the only way to obtain reliable measuring results that are repeatable at any time and are comparable to those obtained on measuring machines. Deharde uses this procedure with m&h touch probes and software on 5-axis DMG and Hermle machines. “Through measuring on the machine, we are now sure that the workpieces fit when they leave the machine”, Markus Stocker reports. “Now we are able to recover parts that would have been rejected in the past. This avoids costly rejects since we often deal with very expensive parts made of special materials that are difficult to replace!” Most workpieces are pre-finished with an allowance of approx. 2 - 3 tenths. They are measured using 3D Form Inspect and automatically compared with the specifications in the drawing. Measured values determine the final finishing and the workpieces can be reliably finish milled.
This is made possible by an m&h patented calibration, executed immediately before measuring. This means the current thermal con-dition of the machine is determined and compensated. With 5-axis machines, any swivelling errors in the 4th and 5th axes are automatically compensated during measuring. This is the only way to obtain reliable measuring results that are repeatable at any time and are comparable to those obtained on measuring machines. Deharde uses this procedure with m&h touch probes and software on 5-axis DMG and Hermle machines. “Through measuring on the machine, we are now sure that the workpieces fit when they leave the machine”, Markus Stocker reports. “Now we are able to recover parts that would have been rejected in the past. This avoids costly rejects since we often deal with very expensive parts made of special materials that are difficult to replace!” Most workpieces are pre-finished with an allowance of approx. 2 - 3 tenths. They are measured using 3D Form Inspect and automatically compared with the specifications in the drawing. Measured values determine the final finishing and the workpieces can be reliably finish milled.
“In fact, this is a comparatively low investment with great results,” Markus Stocker confirms. “It means true risk minimisation since we are always on the safe side when measuring. This investment really saves on costs and makes things considerably faster.” There’s nothing to add to this statement.